Zdobądź wycenę
Odlewanie ciśnieniowe nowych części pojazdów energetycznych Technologia przechodzi zasadniczą zmianę z tradycyjnego odlewania ciśnieniowego do zintegrowane odlewanie ciśnieniowe na bardzo dużą skalę . Od 2025 r. Światowy rynek odlewów ciśnieniowych dla branży motoryzacyjnej osiągnął poziom ok 55 do 86,5 mld dolarów i przewiduje się, że przekroczy 90 do 144 miliardów dolarów do 2034 r., przy utrzymaniu złożonej rocznej stopy wzrostu pomiędzy 5,5% i 7,5% . Stopy aluminium stanowią około 70% udziału materiału, podczas gdy procesy odlewania pod wysokim ciśnieniem trwają ok 60% udziału w procesie. W sektorze pojazdów nowej generacji obudowy akumulatorów, obudowy silników, obudowy skrzynek sterowniczych i części konstrukcyjne nadwozia stały się czterema głównymi scenariuszami zastosowań technologii odlewania ciśnieniowego. Warto zauważyć, że zintegrowana, odlewana ciśnieniowo tylna podłoga może zostać skonsolidowana 72 pojedyncze części w jednym komponencie , znacznie zmniejszając masę ciała przy jednoczesnym zwiększeniu sztywności konstrukcji.
Zależność nowych pojazdów energetycznych od technologii odlewania ciśnieniowego wynika z ich unikalnych wymagań inżynieryjnych. W porównaniu z tradycyjnymi pojazdami z silnikiem spalinowym, pojazdy elektryczne muszą sprostać bardziej rygorystycznym wymaganiom w zakresie lekkości ze względu na znaczną masę zestawów akumulatorów. Każdy 10% zmniejszenie masy ciała może poprawić zasięg pojazdu elektrycznego o 6% do 8% . Technologia odlewania ciśnieniowego umożliwia jednorazowe formowanie złożonych kształtów geometrycznych przy jednoczesnym zachowaniu wytrzymałości konstrukcyjnej – jest to zaleta, której trudno jest dorównać procesom tłoczenia i spawania.
Układ akumulatorów to najcięższy pojedynczy element nowego pojazdu zasilanego, zwykle stanowiący 20% do 30% całkowitej masy pojazdu. Aby zrównoważyć niekorzystny wpływ masy akumulatora na zasięg, producenci muszą zmaksymalizować redukcję masy konstrukcji nadwozia, podwozia i elementów obudowy. Odlewy aluminiowe mają tylko gęstość jedna trzecia stali w połączeniu z doskonałą przewodnością cieplną i właściwościami ekranowania elektromagnetycznego, co czyni je preferowanym materiałem na obudowy akumulatorów i obudowy silników. Zintegrowana, odlewana ciśnieniowo tylna podłoga może zmniejszyć ciężar konstrukcyjny tylnej części o ponad 10% , jednocześnie zmniejszając liczbę części z kilkudziesięciu do jednej, znacznie upraszczając łańcuchy dostaw i procesy montażu.
Systemy akumulatorów w pojazdach nowych źródeł energii są niezwykle wrażliwe na zarządzanie temperaturą. Odlewane ciśnieniowo stopy aluminium wykazują współczynniki przewodności cieplnej wynoszące około 96 do 200 W/(m·K) , znacznie wyższy niż zwykła stal, umożliwiający efektywne odprowadzanie ciepła z akumulatorów i zapobiegający ucieczce ciepła. Co więcej, wysoka dokładność wymiarowa i gęstość odlewów ciśnieniowych zapewniają niezawodną ochronę szczelności akumulatorów, spełniając wymagania wodoodporności i pyłoszczelności IP67 lub wyższe. Jeśli chodzi o bezpieczeństwo zderzeniowe, zintegrowane odlewane ciśnieniowo elementy konstrukcyjne zmniejszają obszary koncentracji naprężeń poprzez eliminację punktów spawania, poprawiając w ten sposób ogólną odporność konstrukcji na uderzenia.

W pojazdach nowych na energię zastosowanie technologii odlewania ciśnieniowego obejmuje obecnie kluczowe obszary, począwszy od „trzech systemów elektrycznych” (akumulator, silnik, sterownik) po konstrukcje nadwozia. Według analiz branżowych, zastosowania w nadwoziach i podwoziach stanowią ok 40% rynku odlewów ciśnieniowych, podczas gdy podzespoły do zastosowań w nowych źródłach energii rosną znacznie szybciej niż tradycyjne części do układów napędowych.
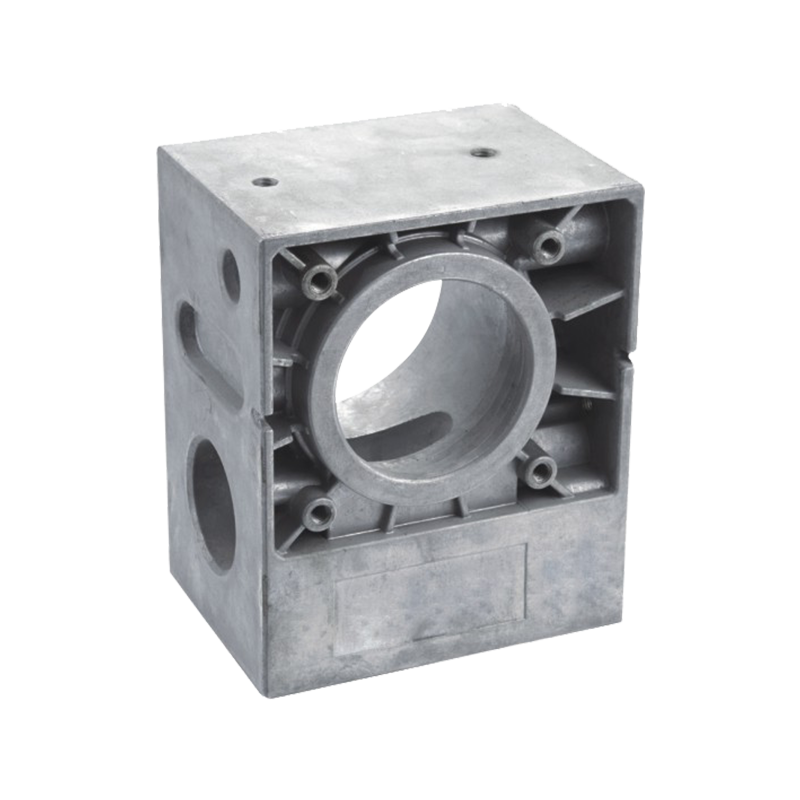
Obudowy akumulatorów stanowią jedno z najbardziej charakterystycznych zastosowań technologii odlewania ciśnieniowego w pojazdach nowych źródeł energii. Obecne rozwiązania głównego nurtu wykorzystują procesy odlewania ciśnieniowego pod wysokim lub niskim ciśnieniem w celu wytworzenia aluminiowych dolnych obudów akumulatorów o większych wymiarach 2180×1500×110 mm . Takie duże odlewy ciśnieniowe muszą posiadać następujące cechy:
Kilku zaawansowanych producentów rozpoczęło badania nad zintegrowaną technologią odlewanych ciśnieniowo półek akumulatorowych, zastępując złożone konstrukcje ramowe pierwotnie spawane z wytłaczanych profili odlewami monolitycznymi, co jeszcze bardziej zmniejszyło liczbę spoin i zwiększyło integralność strukturalną.
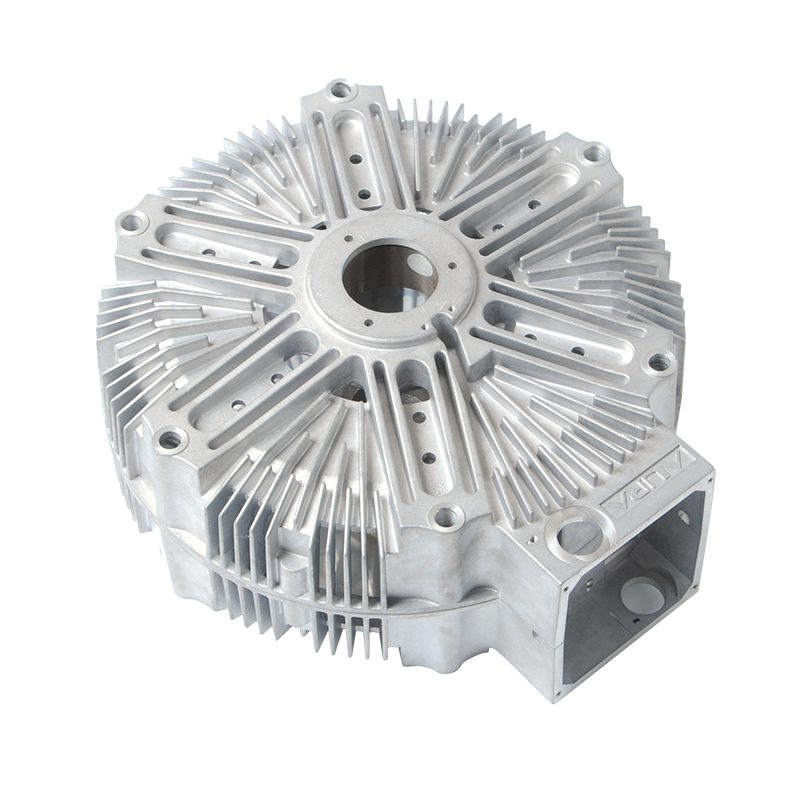
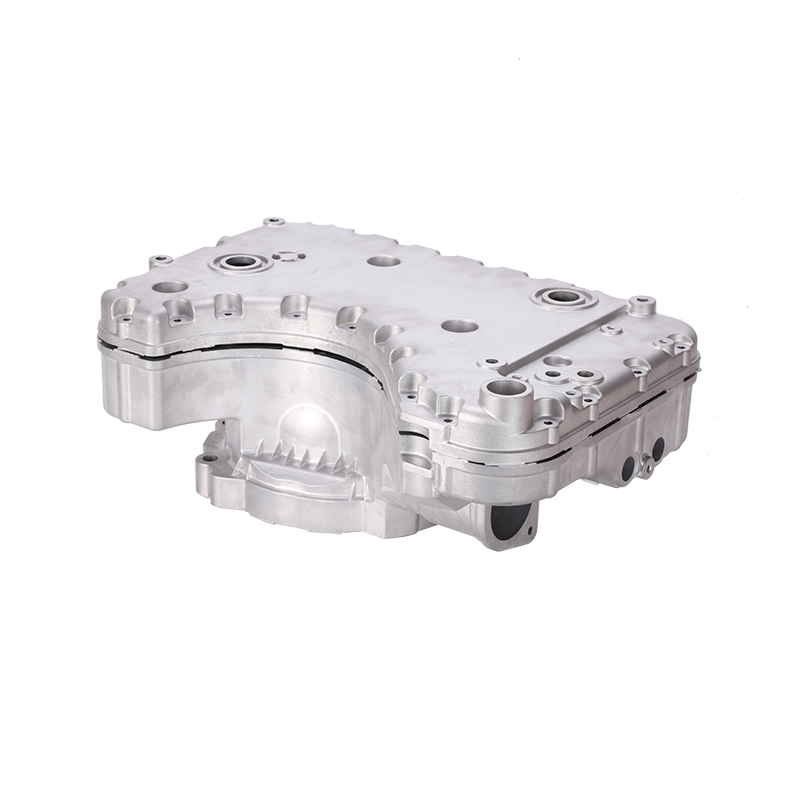
Obudowy silników napędowych i obudowy układów elektronicznych stanowią kolejne podstawowe zastosowanie technologii odlewania ciśnieniowego w układach napędowych pojazdów nowych na energię. Obudowy silników są zwykle produkowane poprzez odlewanie ciśnieniowe aluminium o wadze od 8 i 15 kg i muszą jednocześnie zawierać złożone struktury wewnętrznych wnęk do chłodzenia płaszczy wodnych i gniazd łożysk. Proces odlewania ciśnieniowego umożliwia jednorazowe formowanie wielofunkcyjnych obudów zawierających płaszcze wody chłodzącej, kołnierze montażowe i gniazda puszek przyłączeniowych. W porównaniu z procesami kombinowanymi obróbki skrawaniem i spawania, wydajność produkcji poprawia się o 3 do 5 razy , przy wzroście wskaźników wykorzystania materiałów do ponad 85% .
Zintegrowana technologia odlewania ciśnieniowego zmienia metody produkcji nadwozi. Zastosowania, które zostały już zweryfikowane w produkcji masowej, obejmują:
Zintegrowane odlewanie ciśnieniowe (Gigacasting) stanowi najbardziej przełomową innowację procesową w produkcji samochodów w ostatnich latach. W technologii tej wykorzystuje się bardzo duże maszyny odlewnicze ciśnieniowe o przekraczających siłach zwarcia 6000 ton a nawet sięgnąć 9 000 ton , przekształcając moduły nadwozia, które pierwotnie wymagały setek części i dziesiątek operacji spawalniczych, w monolityczne struktury formowane wtryskowo metodą pojedynczego wtrysku.
Istotą zintegrowanego odlewania ciśnieniowego jest wtryskiwanie stopionego stopu aluminium z dużą prędkością i pod wysokim ciśnieniem do precyzyjnie obrobionych form stalowych, co kończy napełnianie i zestalanie w niezwykle krótkim czasie. Kluczowe parametry ultradużych maszyn odlewniczych obejmują:
| Kategoria parametrów | Tradycyjny odlew pod wysokim ciśnieniem | Zintegrowany bardzo duży odlew ciśnieniowy |
|---|---|---|
| Siła zaciskania | 500–2500 ton | 6 000–16 000 ton |
| Objętość pojedynczego strzału | 5–20 kg | 80–150 kg |
| Liczba konsolidacji części | 1–5 części | 30–72 części |
| Redukcja punktu spawania | 10–50 punktów | 500–1600 punktów |
| Czas cyklu produkcyjnego | 60–120 sekund/część | 80–180 sekund/część |
Zintegrowane odlewanie ciśnieniowe nie tylko zmienia metodę formowania części, ale także restrukturyzuje logikę łańcucha dostaw w produkcji pojazdów. Tradycyjna produkcja tylnej podłogi obejmuje dziesiątki dostawców, setki tłoczonych części i długie linie montażowe do spawania. Dzięki zintegrowanemu odlewaniu ciśnieniowemu liczba części drastycznie spada, poziomy dostawców są uproszczone, a roboczogodziny produkcyjne skracają się o około 30% do 40% . Jednocześnie, dzięki ograniczeniu procesów spawania i nakładania kleju, powierzchnia hali produkcyjnej może zostać zmniejszona o ponad 25% , umożliwiając bardziej zwarte i wydajne układy fabryk.
Wydajność materiałów odlewniczych bezpośrednio determinuje bezpieczeństwo i trwałość komponentów nowych pojazdów energetycznych. Branża ewoluuje obecnie od tradycyjnych systemów stopów Al-Si w kierunku nowych systemów stopów o wyższej wytrzymałości i lepszej ciągliwości.
Tradycyjne odlewy ciśnieniowe wymagają wydłużonej obróbki cieplnej (procesy T6 lub T7) w celu uzyskania wymaganych właściwości mechanicznych, ale powoduje to poważne odkształcenia dużych cienkościennych części. Stopy aluminium niepoddawane obróbce cieplnej osiągają doskonałe kombinacje wydajności odlewu 270 do 320 MPa wytrzymałość na rozciąganie i 8% do 12% wydłużenie poprzez optymalizację proporcji krzemu, magnezu, manganu i tytanu. Takie materiały są szczególnie krytyczne w przypadku przekraczania zintegrowanych odlewów ciśnieniowych 1,5 metra wymiarowo, unikając odchyleń wymiarowych i ryzyka pęknięć w wyniku kolejnych operacji prostowania.
W kontekście globalnej neutralności pod względem emisji dwutlenku węgla udział aluminium pochodzącego z recyklingu wykorzystywanego w branży odlewów ciśnieniowych szybko rośnie. Zużycie energii przy produkcji aluminium pochodzącego z recyklingu to tylko ok 5% niż w przypadku aluminium pierwotnego, przy emisji dwutlenku węgla zmniejszonej o ponad 95% . Obecnie wielu producentów samochodów wymaga od dostawców wykorzystania nadmiaru 50% surowce aluminiowe pochodzące z recyklingu w kluczowych komponentach, takich jak obudowy akumulatorów. Sam proces odlewania ciśnieniowego charakteryzuje się niezwykle wysoką wartością recyklingu materiałów — wlewy, wlewy i złomowane części można bezpośrednio przetapiać, a kompleksowe wskaźniki wykorzystania materiałów sięgają ponad 90% , w dużym stopniu zgodne z celami w zakresie niskoemisyjności w całym cyklu życia pojazdów nowych na energię.
Jako materiał lżejszy od stopów aluminium (tylko gęstość dwie trzecie aluminium), stopy magnezu wykazują potencjał zastosowania w określonych komponentach. W zastosowaniach w obudowach silników części ze stopu magnezu mogą osiągnąć w przybliżeniu 33% redukcja masy w porównaniu z aluminiowymi odpowiednikami. Aktualnie sprawdzane komponenty odlewów ciśnieniowych ze stopu magnezu obejmują obudowy napędów elektrycznych, szkielety siedzeń i wewnętrzne panele drzwi. Wraz z postępem technologii powłok odpornych na korozję i procesów odlewania próżniowego oczekuje się, że udział stopów magnezu w nowych pojazdach energetycznych będzie stopniowo wzrastał w porównaniu z obecnym 1% do 2% .
Pomimo znaczących zalet zintegrowanej technologii odlewania ciśnieniowego, proces jej industrializacji wciąż stoi przed wieloma wyzwaniami, w tym inwestycjami w sprzęt, kontrolą procesu i kosztami napraw.
Pojedyncza, bardzo duża zintegrowana maszyna do odlewania ciśnieniowego zazwyczaj wymaga inwestycji w miliony dolarów zasięg. W połączeniu z formami i urządzeniami peryferyjnymi, początkowa inwestycja w pojedynczą linię produkcyjną może osiągnąć 2 do 3 razy tradycyjnych linii do tłoczenia i spawania. Co więcej, duże cykle produkcyjne form rozciągają się na 6 do 10 miesięcy , a na żywotność formy wpływają cykliczne zmiany temperatury i wysokiego ciśnienia, które zwykle wymagają poważnego remontu lub wymiany po 80 000 do 100 000 strzały. Aby zamortyzować koszty stałe, producenci muszą zapewnić, że roczna wydajność linii produkcyjnej osiągnie powyższe wartości 100 000 jednostek .
Duże cienkościenne odlewy ciśnieniowe są bardzo podatne na porowatość wewnętrzną spowodowaną napowietrzeniem i skurczem podczas formowania, co wpływa na wytrzymałość zmęczeniową i bezpieczeństwo elementów konstrukcyjnych. Aktualne rozwiązania branżowe obejmują:
Po uszkodzeniu w wyniku kolizji zintegrowanych, odlewanych ciśnieniowo elementów konstrukcyjnych zazwyczaj nie można naprawić ani wymienić lokalnie, tak jak w przypadku tradycyjnych części blaszanych, zamiast tego wymagana jest wymiana całego dużego zespołu. Stwarza to nowe wyzwania dla systemów napraw posprzedażnych i ustalania cen ubezpieczeń. Branża bada dwie ścieżki rozwiązań: po pierwsze, optymalizacja projektów konstrukcyjnych ze strefami absorpcji energii zderzenia, aby zapewnić, że odlewy ciśnieniowe będą ulegać jedynie kontrolowanemu odkształceniu w wypadkach; po drugie, opracowanie lokalnych technologii cięcia i łączenia, aby umożliwić naprawy w określonych miejscach, a nie wymianę całego zespołu.
Z regionalnego punktu widzenia dystrybucja region Azji i Pacyfiku, wykorzystując swój cały łańcuch przemysłu motoryzacyjnego i szybko rozwijający się rynek nowych pojazdów napędzanych energią, odpowiada za około 45% do 46% światowego rynku odlewów ciśnieniowych dla branży motoryzacyjnej, przy czym Chiny są najszybciej rozwijającym się rynkiem pojedynczym. Rynki północnoamerykańskie i europejskie czerpią korzyści z transformacji elektryfikacji i polityki reshoringu lokalnej produkcji, utrzymując odpowiednio około 25% i 20% udziały w rynku.
W ciągu najbliższych pięciu lat zastosowania technologii zintegrowanego odlewania ciśnieniowego obejmą obecne tylne podłogi i przednie przedziały, a także dodatkowe obszary:
Według prognoz branżowych do roku 2030 wartość produkcji samych komponentów przeznaczonych wyłącznie do pojazdów elektrycznych (z wyłączeniem tradycyjnych układów napędowych) na światowym rynku części samochodowych odlewanych ciśnieniowo osiągnie poziom 5 do 9 miliardów dolarów , stając się głównym silnikiem napędzającym rozwój branży. Wraz ze wzrostem liczby maszyn odlewniczych o masie przekraczającej 8 000 ton i dojrzewaniem materiałów niewymagających obróbki cieplnej, podejście do produkcji nowych pojazdów energetycznych będzie nadal ewoluować w kierunku lżejszych, mocniejszych i prostszych.
Czy jesteś gotowy WSPÓŁPRACOWAĆ Z Jieną?
* Twój e -mail jest z nami bezpieczny, nie spamujemy.
Produkty
Informacje kontaktowe
nbjd011@126.com
+86-574-86115705
Nr 58 Mold Road, Daqi Technology Industrial Zone, Beilun District, Ningbo