Zdobądź wycenę
W nowoczesnej produkcji przemysłowej Odlewanie ciśnieniowe części silnika ewoluowała od tradycyjnych procesów odlewania do wysoce precyzyjnej i wydajnej technologii produkcji. Obecnie światowy rynek odlewów ciśnieniowych części samochodowych rozwija się ze złożoną roczną stopą wzrostu wynoszącą 5,8% , a wielkość rynku ma przekroczyć 42 miliardy dolarów do 2028 r. Technologia odlewania ciśnieniowego nie tylko znacząco poprawia gęstość i dokładność wymiarową części silnika, ale także kontroluje ilość złomu poniżej 1,5% poprzez zautomatyzowaną produkcję, co czyni ją niezastąpionym kluczowym ogniwem w łańcuchu dostaw producentów silników.
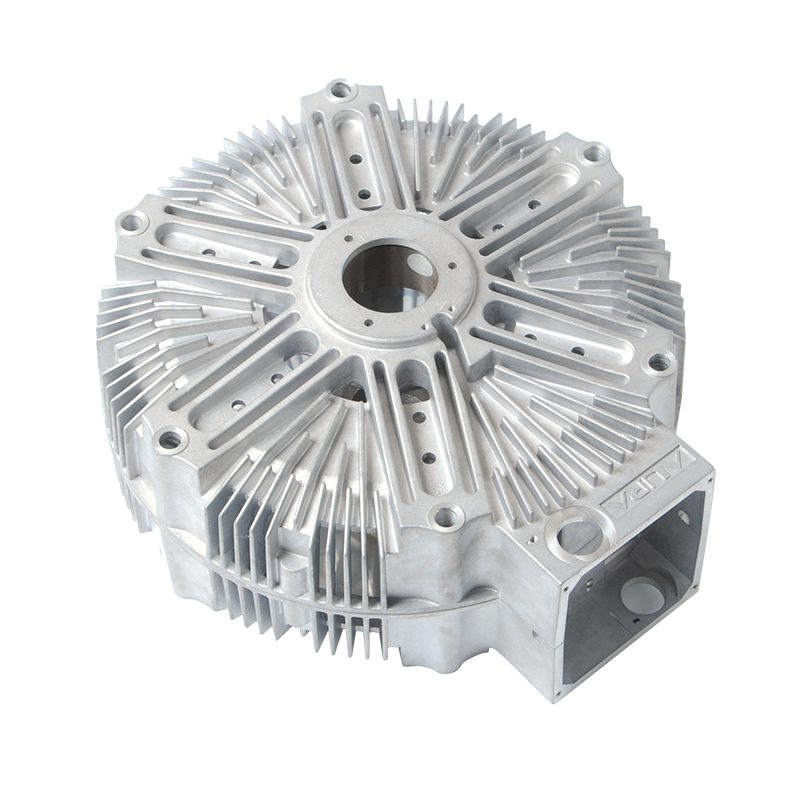
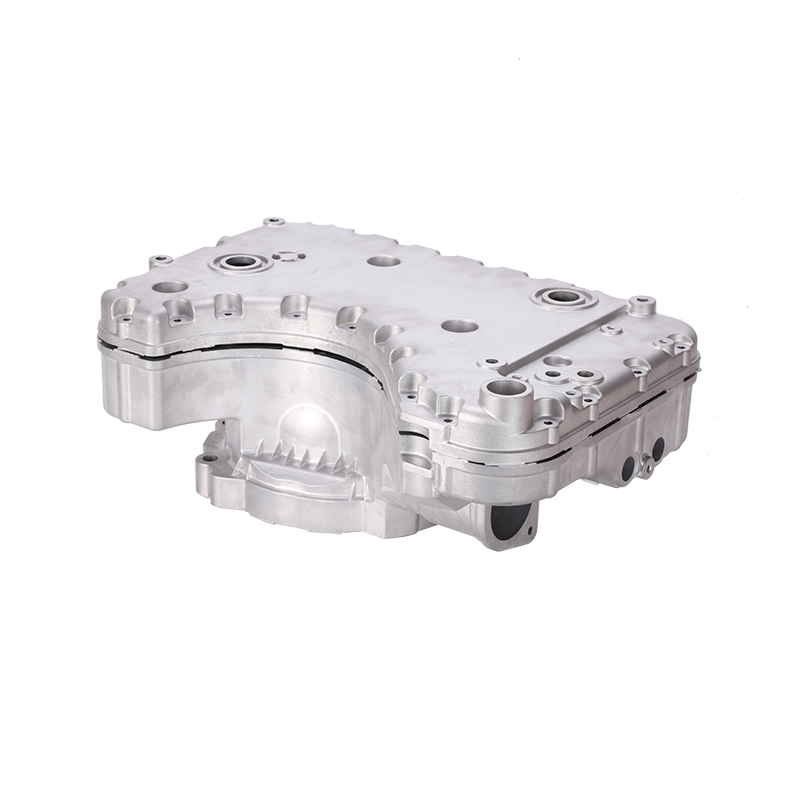
Dla producentów opanowanie zaawansowanych procesów odlewania ciśnieniowego oznacza uzyskanie potrójnej korzyści w zakresie jakości produktu, kosztów produkcji i cykli dostaw. Biorąc za przykład obudowy silników ze stopu aluminium, po zastosowaniu odlewu ciśnieniowego pod wysokim ciśnieniem grubość ścianki można zmniejszyć do poniżej 2,5 mm , waga spadła o ponad 30% , a wydajność odprowadzania ciepła poprawia się o 20% — te wskaźniki wydajności bezpośrednio określają przewagę konkurencyjną silników w pojazdach nowych źródeł energii i zastosowaniach automatyki przemysłowej.
Proces produkcji części silnikowych składa się z trzech kluczowych etapów. Pierwszym etapem jest odlewanie grawitacyjne, które opiera się na ciężarze własnym roztopionego metalu w celu wypełnienia formy. Nadaje się do części o prostych konstrukcjach i niższych wymaganiach dotyczących precyzji, ale charakteryzuje się wysokim współczynnikiem porowatości i słabą chropowatością powierzchni. Drugi etap to odlewanie niskociśnieniowe, podczas którego roztopiony metal jest płynnie wpychany do formy pod ciśnieniem powietrza, zmniejszając porowatość do 3%-5% , a mimo to nadal nie spełnia wymagań dotyczących precyzyjnych części silnika.
W trzecim etapie, będącym obecnie głównym nurtem technologii odlewania ciśnieniowego pod wysokim ciśnieniem, osiągane są ciśnienia wtrysku wynoszące 30-150 MPa . Roztopiony metal szybko wypełnia gniazdo formy pod wysokim ciśnieniem, a czas chłodzenia ulega skróceniu do 3-8 sekund i osiągnięcie cykli produkcyjnych 30-60 sekund na strzał . Biorąc za przykład osłony końcowe silnika, produkty odlewane pod wysokim ciśnieniem mogą kontrolować tolerancje wymiarowe w obrębie ±0,05 mm , przy wartościach chropowatości powierzchni Ra poniżej 1,6μm , w pełni spełniając wymagania dotyczące precyzyjnego dopasowania do montażu silnika.
Obecnie branża przyspiesza przejście na inteligentne ogniwa do odlewania ciśnieniowego. Kompletny, inteligentny system odlewania ciśnieniowego integruje monitorowanie temperatury w czasie rzeczywistym, analizę krzywej ciśnienia i automatyczną ekstrakcję części za pomocą robota. Dane pokazują, że po wprowadzeniu inteligentnych systemów kontroli temperatury, wahania temperatury cieczy aluminiowej zostały zmniejszone z ±15°C do ±3°C . Wynikająca z tego poprawa stabilności wymiarowej zmniejsza późniejsze naddatki na obróbkę o 40% , obniżając koszty obróbki pojedynczej części o 12%-18% .
Kontrola jakości odlewów ciśnieniowych części silników polega na precyzyjnej regulacji wielu parametrów procesu. W poniższej tabeli porównano wpływ różnych ustawień parametrów na typowe defekty:
| Parametr procesu | Zalecany zakres | Pierwotne wady towarzyszące | Poziom wpływu |
|---|---|---|---|
| Temperatura cieczy aluminiowej | 660-720°C | Zamknięcie na zimno, lutowanie | Wysoka |
| Temperatura formy | 180-260°C | Porowatość, gorące pęknięcia | Wysoka |
| Prędkość wtrysku | 2-6 m/s | Uwięzienie powietrza, wtrącenia tlenkowe | Średnio-wysoki |
| Intensyfikacja ciśnienia | 30-80 MPa | Porowatość skurczowa, niewystarczająca gęstość | Wysoka |
| Czas przebywania | 3-10 sekund | Porowatość skurczowa, odchylenie wymiarowe | Średni |
Jak pokazano w tabeli, temperatura cieczy aluminiowej, temperatura formy i ciśnienie intensyfikacji to trzy podstawowe parametry wpływające na jakość odlewu ciśnieniowego części silnika. Biorąc za przykład odlew ciśnieniowy obudowy silnika, gdy temperatura formy spada poniżej 180°C , odsetek defektów związanych z zimnym zamknięciem wzrasta powyżej 8% ; gdy ciśnienie intensyfikacji jest niewystarczające przy 30 MPa , wewnętrzna porowatość skurczowa może przekroczyć 5% , poważnie wpływając na skuteczność uszczelnienia silnika i efektywność rozpraszania ciepła.
W dziedzinie odlewania ciśnieniowego części silników, stopy aluminium stanowią ponad 85% udziału w rynku, przy czym ADC12 i A380 to dwa najczęściej stosowane gatunki. ADC12 zawiera krzem w ilości 9,6%-12,0% , oferujący doskonałą płynność, odpowiednią do produkcji cienkościennych, skomplikowanych pokryw końcowych silników i skrzynek przyłączeniowych; A380 ma zawartość miedzi 3,0% -4,0% , przy osiągnięciu wytrzymałości na rozciąganie 320 MPa , dzięki czemu jest bardziej odpowiedni do wsporników i podstaw silników narażonych na duże obciążenia mechaniczne.
Tradycyjne stopy aluminium mają jednak wąskie gardła w zakresie przewodności cieplnej. Czyste aluminium ma przewodność cieplną ok 237 W/(m·K) , podczas gdy ADC12 spada do około 96 W/(m·K) ze względu na dużą zawartość krzemu. Aby sprostać wysokim wymaganiom w zakresie odprowadzania ciepła przez nowe silniki napędowe pojazdów, przemysł promuje stopy aluminium o niskiej zawartości krzemu i wysokiej przewodności cieplnej, które mogą zwiększyć przewodność cieplną do 150-170 W/(m·K) przy zachowaniu wystarczającej płynności odlewu.
Gęstość stopu magnezu jest tylko 64% stopu aluminium (1,81 g/cm3 w porównaniu z 2,71 g/cm3), co świadczy o ogromnym potencjale w zakresie zmniejszania masy silników. Obudowy silników mogą być odlewane ciśnieniowo ze stopu magnezu AZ91D 25%-30% lżejsze od wersji aluminiowych, a wytrzymałość właściwa (stosunek wytrzymałości do gęstości) znacznie się poprawia 15% . Obecnie części silników odlewane ciśnieniowo ze stopu magnezu znalazły zastosowanie seryjne w niektórych wysokiej klasy elektronarzędziach i silnikach do dronów, a roczne tempo wzrostu przekracza 12% .
Formy do odlewania ciśnieniowego stanowią pierwszą bramkę określającą jakość części silnikowych – ich precyzja konstrukcji i żywotność bezpośrednio wpływają na koszty produkcji i spójność produktu. W przypadku formy do odlewania ciśnieniowego obudowy silnika należy poniżej sprawdzić chropowatość powierzchni wnęki Ra 0,4μm , z dokładnością dotarcia do luzu montażowego 0,02 mm poziom.
Wybór stali na formy jest równie ważny. Stal narzędziowa do pracy na gorąco H13, charakteryzująca się doskonałą odpornością na zmęczenie cieplne, stała się głównym materiałem na formy do odlewania ciśnieniowego części silników, o twardości zwykle kontrolowanej na poziomie HRC 44-48 . W normalnych warunkach użytkowania i konserwacji forma H13 może zostać ukończona 80 000-120 000 cykle odlewania. Dzięki zaawansowanej technologii azotowania powierzchniowego żywotność formy można wydłużyć aż do ponad 150 000 cykli , zmniejszając koszt amortyzacji formy na strzał 35% .
Projektowanie wlewów jest podstawową technologią w inżynierii form. Do pokryw końcowych silnika o nierównej grubości ścianki, przyjęcie bramy kibiców w połączeniu z lokalne nasilenie procesy umożliwiają roztopionym metalom całkowite wypełnienie wnęki 0,3 sekundy , skutecznie unikając uwięzienia wirowego powietrza. Rzeczywiste dane produkcyjne pokazują, że zoptymalizowana konstrukcja wlewu może zmniejszyć współczynnik defektów porowatości 4,2% poniżej 1,1% .

Wykrywanie defektów wewnętrznych części silnika opiera się przede wszystkim na kontroli rentgenowskiej i technologii przemysłowej tomografii komputerowej. W przypadku obudów silników napędowych nowych pojazdów energetycznych kryteriami jakości będącymi standardami branżowymi są: indywidualna średnica porów nieprzekraczająca 1,0 mm i całkowita powierzchnia porów stanowiąca mniej niż 2% powierzchni przekroju. Przemysłowy tomograf komputerowy o wysokiej rozdzielczości (rozdzielczość 5μm ) umożliwia 100% inspekcja na linii produkcyjnej, z cyklami inspekcji zsynchronizowanymi z cyklami produkcyjnymi odlewów ciśnieniowych, zapewniająca brak defektów.
Odlewane ciśnieniowo części silnika zazwyczaj wymagają precyzyjnej obróbki w celu uzyskania ostatecznych wymiarów montażowych. Biorąc na przykład obudowy łożysk silników, rezerwowe są półfabrykaty odlewane ciśnieniowo 0,8-1,2 mm naddatek na obróbkę, a po obróbce CNC kontrolowana jest tolerancja okrągłości 0,01 mm , z chropowatością powierzchni Ra poniżej 0,8μm spełniające wymagania dokładności dotyczące pasowań wciskowych łożysk.
Do obróbki powierzchni obudowy silników zazwyczaj wykorzystują procesy anodowania lub powlekania elektroforetycznego. Kontrolowana jest grubość powłoki anodowanej 8-15μm , zwiększając twardość powierzchni do powyżej HV 300 , zapewniając jednocześnie doskonałą izolację i odporność na korozję. W przypadku części silnika do użytku na zewnątrz wymagania dotyczące testów w mgle solnej przekraczają wymagania 500 godzin bez czerwonej rdzy, co stwarza podwójne wyzwania dla gęstości odlewania i procesów obróbki powierzchni.
Branża odlewania ciśnieniowego części silnikowych stoi w obliczu trzech znaczących trendów:
Dla producentów zajęcie się tymi trendami wymaga zsynchronizowanych inwestycji w modernizację sprzętu, badania i rozwój materiałów oraz cyfryzację. Przedsiębiorstwa wyposażone w duże maszyny do odlewania ciśnieniowego powyżej 800T , opanowanie technologii rafinacji aluminium pochodzącego z recyklingu i utworzenie kompletnych baz danych procesów, w ciągu najbliższych lat zyskają znaczącą przewagę konkurencyjną na rynku 3-5 lat .
Czy jesteś gotowy WSPÓŁPRACOWAĆ Z Jieną?
* Twój e -mail jest z nami bezpieczny, nie spamujemy.
Produkty
Informacje kontaktowe
nbjd011@126.com
+86-574-86115705
Nr 58 Mold Road, Daqi Technology Industrial Zone, Beilun District, Ningbo