Zdobądź wycenę
W sekdorze produkcji pojazdów na nowe źródła energii (NEV) odlewanie ciśnieniowe aluminium pod wysokim ciśnieniem (HPDC) stał się preferowanym procesem formowania obudów akumuladorów, obudów silników, obudów jednostek sterujących mocą (PCU) i elementów konstrukcyjnych. Wykorzystując jako surowce stopy aluminium ADC12, A380 lub A356, proces ten umożliwia uzyskanie złożonych geometrii, zintegrowanych kanałów chłodzących i precyzyjnych interfejsów montażowych w jednym cyklu formowania. Przewiduje się, że światowy rynek odlewów ciśnieniowych części samochodowych będzie rósł 55 miliardów dolarów w 2025 roku to 90 miliardów dolarów do 2034 roku (CAGR 5,5%), przy czym stopy aluminium osiągają A 70% rozliczanie udziału materiałów i aplikacji transportowych 56,6% popytu. Pojazdy NEV wykorzystujące komponenty z odlewanego ciśnieniowo aluminium mogą osiągnąć redukcję masy akumulatora o około 20% , znacznie poprawiając efektywność energetyczną i zasięg jazdy, zapewniając jednocześnie ogromne korzyści w zakresie kosztów w całym cyklu życia.
Podstawowe materiały do Elementy odlewane ciśnieniowo NEV są typowo ADC12 (norma JIS) , A380 (norma ASTM) lub A356 (norma ASTM) stopy aluminium. Te trzy stopy wykazują znaczne różnice w składzie, właściwościach mechanicznych i przewodności cieplnej, co bezpośrednio wpływa na wytrzymałość strukturalną pakietu akumulatorów, wydajność rozpraszania ciepła i odporność na korozję.
ADC12 charakteryzuje się wysoką zawartością krzemu 9,6%–12% i zawartość miedzi 1,5%–3,5% , zapewniający wyjątkową płynność i możliwość wypełniania cienkościennych ścianek, idealny do produkcji precyzyjnych żeberek rozpraszających ciepło i skomplikowanych obudów o grubości ścianek tak małych jak 1,0–1,2 mm . Jego typowa wytrzymałość na rozciąganie wynosi 150–200 MPa z przewodnością cieplną 130–150 W/m·K . A380 oferuje wyższą zawartość miedzi (3,0%–4,0%), osiągając wytrzymałość na rozciąganie 210–250 MPa i większą twardość (60–80 HB), dzięki czemu nadaje się do części konstrukcyjnych poddawanych dużym obciążeniom. A356 (AlSi7Mg0,3) jest wzmocniony zawartością magnezu, zapewniając doskonałą lejność i odporność na korozję przy przewodności cieplnej 120–160 W/m·K co czyni go preferowanym wyborem w przypadku półek akumulatorowych i elementów zapewniających bezpieczeństwo konstrukcyjne.
| Wskaźnik wydajności | ADC12 | A380 | A356 |
|---|---|---|---|
| Zawartość krzemu (Si) | 9,6% – 12% | 7,5% – 9,5% | 6,5% – 7,5% |
| Zawartość miedzi (Cu) | 1,5% – 3,5% | 3,0% – 4,0% | ≤0,20% |
| Wytrzymałość na rozciąganie (MPa) | 150 – 200 | 210 – 250 | 220 – 280 (T6) |
| Przewodność cieplna (W/m·K) | 130 – 150 | 96 | 120 – 160 |
| Typowe zastosowania | Obudowy silników, obudowy PCU | Elementy konstrukcyjne obciążone dużym obciążeniem | Półki akumulatorowe, części konstrukcyjne |
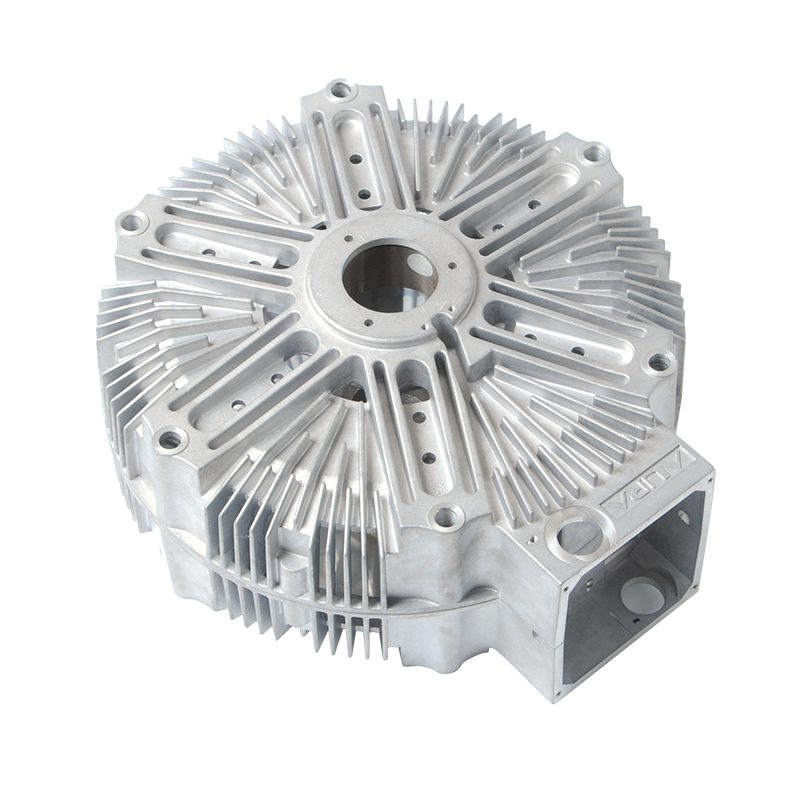
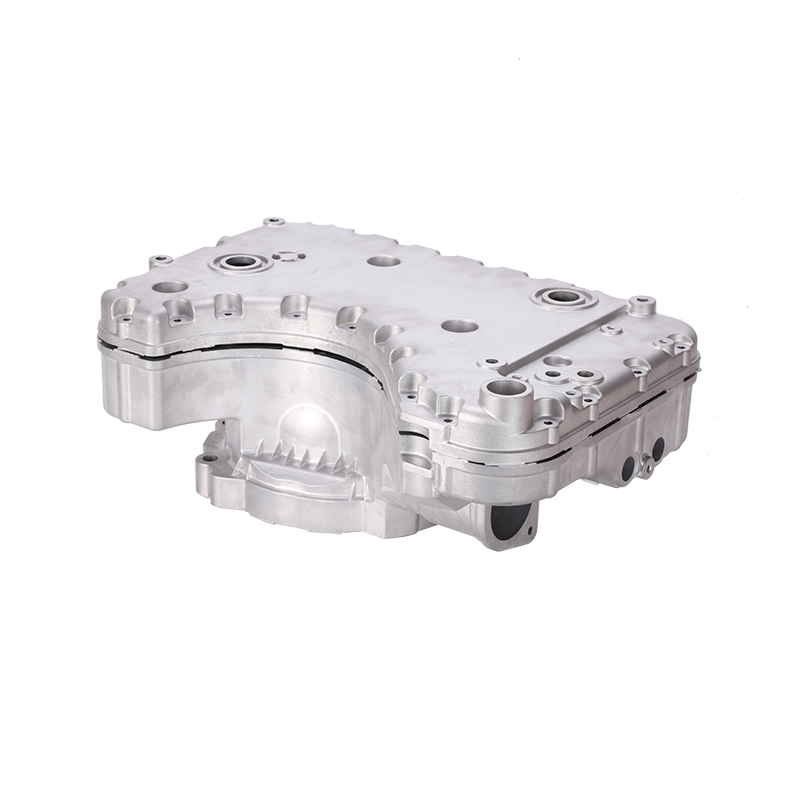
W przypadku obudów silników i obudów PCU, ADC12 jest najbardziej opłacalnym wyborem ze względu na doskonałą przewodność cieplną ( 130–150 W/m·K ) i doskonałą odkształcalność odlewu. W przypadku półek akumulatorowych i konstrukcyjnych elementów zabezpieczających A356 z obróbką cieplną T6 osiąga wytrzymałość na rozciąganie 220–280 MPa i doskonałą odporność na korozję w porównaniu ze stopami zawierającymi miedź, co czyni go preferowaną opcją ze względu na bezpieczeństwo w razie wypadku. A380 jest zalecany do elementów konstrukcyjnych podwozia wymagających dużej wytrzymałości mechanicznej. Wszystkie trzy stopy mają gęstość około 2,7 g/cm3 , osiągając redukcję masy ciała o 40%–60% w porównaniu do stali, bezpośrednio poprawiając zasięg pojazdu.
Zarządzanie temperaturą akumulatorów mocy jest podstawą bezpieczeństwa i wydajności NEV. Optymalne okno temperatury pracy dla ogniw litowo-jonowych wynosi 15–35°C ; przekraczanie 45°C przyspiesza degradację pojemności, podczas gdy temperatury powyżej 60°C obecne ryzyko ucieczki termicznej. Obudowy z odlewanego ciśnieniowo aluminium zapewniają efektywne zarządzanie temperaturą dzięki następującym mechanizmom:
Odlewanie ciśnieniowe umożliwia bezpośrednie formowanie złożonych kanałów chłodzących ciecz, żeberek rozpraszających ciepło i żeber termicznych w formie, uzyskując zintegrowany projekt konstrukcji mieszkaniowych i systemów zarządzania ciepłem. Struktura ta eliminuje opór termiczny występujący w tradycyjnych procesach spawania lub montażu, minimalizując drogę oporu cieplnego od powierzchni ogniwa do chłodziwa. Przewodność cieplna stopów aluminium A356 lub ADC12 ( 96–150 W/m·K ) jest 3–5 razy stali, umożliwiając szybkie rozproszenie ciepła po całej powierzchni obudowy.
| Materiał obudowy | Przewodność cieplna (W/m·K) | Gęstość (g/cm3) | Redukcja wagi | Ryzyko ucieczki termicznej |
|---|---|---|---|---|
| Odlew aluminiowy | 96 – 150 | 2.7 | 40% – 60% | Niski |
| Wytłaczane aluminium | 180 – 210 | 2.7 | 40% – 55% | Średni |
| Tłoczona stal | 45 – 55 | 7.8 | Linia bazowa | Wysoka (słabe odprowadzanie ciepła) |
| Kompozyt (SMC) | 0,2 – 0,5 | 1,8 – 2,0 | 50% – 65% | Niezwykle wysoka (wymaga dodatkowego chłodzenia) |
Chociaż obudowy z odlewanego ciśnieniowo aluminium mają nieco niższą przewodność cieplną niż wytłaczane profile aluminiowe, ich zintegrowane możliwości formowania umożliwia zoptymalizowane projektowanie ścieżek przepływu ciepła, a ich integralność strukturalna znacznie przewyższa spawane zespoły profili. Jeśli chodzi o ochronę przed niekontrolowaną temperaturą, obudowy aluminiowe mogą opóźniać rozprzestrzenianie się pożaru 5–10 minut , zapewniając użytkownikom krytyczny czas ewakuacji, natomiast obudowy kompozytowe wymagają dodatkowych warstw ognioodpornych, aby spełnić stiardy GB 38031.
Obudowy akumulatorów NEV służą nie tylko jako nośniki ciepła, ale także jako krytyczne bariery dla ogólnego bezpieczeństwa konstrukcji pojazdu. Odlewane ciśnieniowo stopy aluminium tworzą wielowarstwowe systemy ochrony poprzez połączenie wewnętrznej wytrzymałości materiału i optymalizacji strukturalnej.
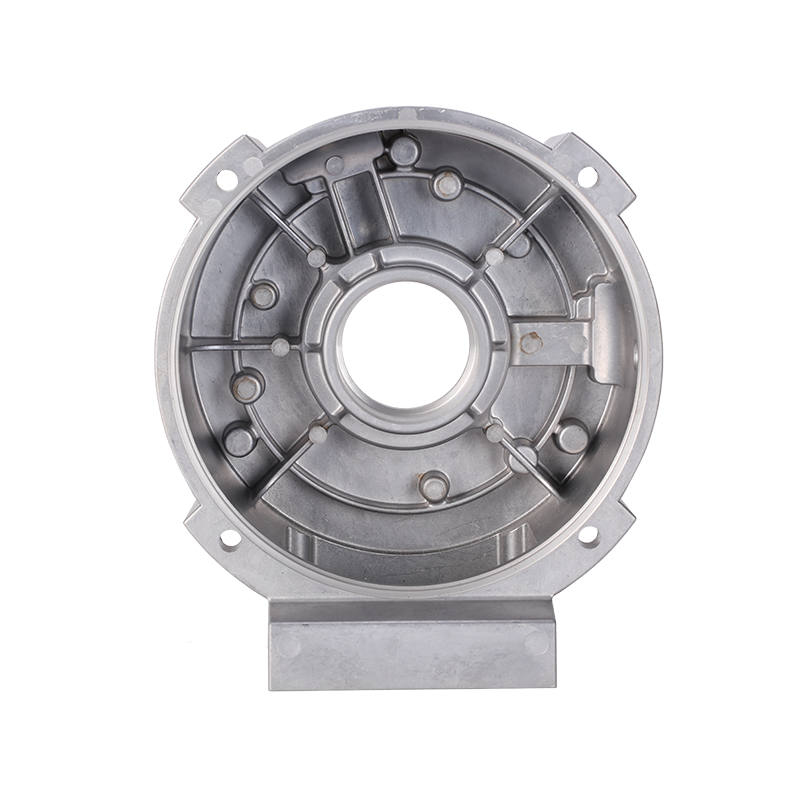
Nowoczesne, odlewane ciśnieniowo półki na akumulatory zazwyczaj przyjmują płyta podstawy belki poprzecznej ramy struktura kanapkowa. Dzięki analizie przepływu formy optymalizującej położenie przewężek i rozkład grubości ścian, obszary krytyczne pod względem kolizji (takie jak belki boczne) są lokalnie pogrubiane do 10–12 mm , podczas gdy obszary niekrytyczne są zredukowane do 2–3 mm , osiągając optymalną równowagę pomiędzy wagą i siłą. Stop A356-T6 osiąga granicę plastyczności 180–220 MPa i w połączeniu ze złożonymi strukturami żeber uzyskanymi dzięki odlewaniu ciśnieniowemu, mogą spełnić wymagania testów udarności bocznej słupa C-NCAP i E-NCAP.
Obudowy akumulatorów muszą spełniać IP67 lub IP69K stopnie ochrony (zgodnie z IEC 60529 i ISO 20653), zapewniające całkowitą ochronę przed kurzem i 30-minutową odporność na zanurzenie na głębokość 1 metra. Odlewanie ciśnieniowe zapewnia precyzyjną kontrolę płaskości powierzchni uszczelniającej ( ±0,05 mm ) i chropowatości powierzchni (Ra≤3,2 μm), zapewniając doskonałą kompatybilność z uszczelkami. Co więcej, obudowy odlewane ciśnieniowo muszą przejść testy szczelności za pomocą spektrometrii mas z helem, przy typowych wartościach wycieków podanych poniżej 15 sccm (standardowe centymetry sześcienne na minutę), aby zapewnić całkowitą izolację pomiędzy obiegami chłodziwa i komorami ogniw.
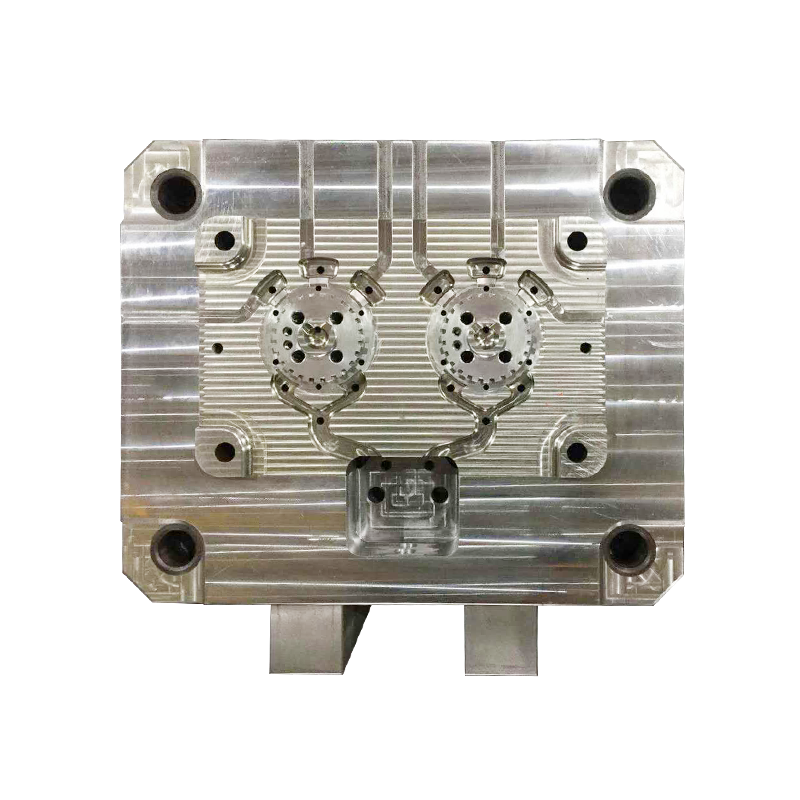
Odlewanie ciśnieniowe (HPDC) to proces formowania, podczas którego stopiony stop aluminium jest wtryskiwany do precyzyjnych form stalowych z dużą prędkością i pod ciśnieniem 30–150 MPa . Proces ten wykazuje trzy podstawowe zalety w produkcji komponentów NEV:
Odlewy ciśnieniowe osiągają tolerancje wymiarowe wynoszące ±0,03–0,05 mm , znacznie przekraczające tłoczenie (±0,1–0,3 mm) i spawanie (±0,5–1,0 mm). Co ważniejsze, umożliwia odlanie kanałów chłodzących cieczą, wsporników montażowych, zacisków mocujących wiązkę przewodów, pozycji montażu złączy, a nawet gniazd montażowych otworu przeciwwybuchowego w jednej operacji, znacznie redukując późniejsze procesy obróbki i montażu. W przypadku tac na akumulatory odlewanie ciśnieniowe może łączyć się z tradycyjnymi rozwiązaniami 6–10 części tłoczonych i spawanych w 1–2 elementy odlewane ciśnieniowo , eliminując ryzyko uszkodzeń zmęczeniowych spoiny, jednocześnie zmniejszając akumulację tolerancji montażowych.
Po zainwestowaniu w oprzyrządowanie (formy dużych pojemników na akumulatory są zwykle trwałe 80 000–100 000 strzałów ), jednoczęściowe cykle odlewania ciśnieniowego można skrócić do 60–120 sekund , dzięki czemu doskonale nadają się do przekraczania wymagań platformy 100 000 sztuk rocznie . Przewiduje się, że światowy rynek maszyn do odlewania ciśnieniowego aluminium będzie się rozwijał 86,14 mld dolarów w 2025 r to 144,04 miliardów dolarów do 2034 roku (CAGR 5,88%), przy czym region Azji i Pacyfiku zajmuje ok 41% udział w rynku, na który odpowiadają same Chiny 16% rynku Azji i Pacyfiku.
Wiodący producenci stosują zintegrowane projekty CAD/CAM/CAE w połączeniu z analizą przepływu formy, aby przewidzieć położenie przewężek, rozkład porowatości i defekty gorących punktów. Linie produkcyjne są wyposażone w Radiografia rentgenowska (RT) and przemysłowa tomografia komputerowa , zapewniając, że porowatość wewnętrzna pozostanie poniżej 0,1% — krytyczny próg gwarantujący integralność uszczelnienia IP67 i trwałość zmęczeniową konstrukcji. Systemy zarządzania jakością muszą być IATF 16949 certyfikowany, obejmujący cały proces od zakupu surowca, odgazowania stopu, monitorowania parametrów śrutu po badanie szczelności gotowego produktu.

Zasięg jazdy w trybie NEV wykazuje silną ujemną korelację z masą pojazdu. Badania wskazują, że każdy 100 kg zmniejszenie masy pojazdu może poprawić zasięg poprzez 6%–8% (około 30–50 km). Odlewane ciśnieniowo elementy aluminiowe osiągają znaczną redukcję masy w następujących kluczowych obszarach:
| Komponent | Tradycyjny proces Masa (kg) | Odlew aluminiowy Waga (kg) | Redukcja wagi | Szacowana poprawa zasięgu |
|---|---|---|---|---|
| Tacka na akumulator | 80 – 120 (stal) | 35 – 50 | 55% – 60% | 25 – 40 km |
| Obudowa silnika | 15 – 20 (żeliwo) | 6 – 9 | 55% – 60% | 5 – 8 km |
| Obudowa PCU | 5 – 8 (odlew aluminiowy) | 3 – 5 | 30% – 40% | 2 – 4 km |
| Rama pomocnicza / części konstrukcyjne | 25 – 35 (stal) | 12 – 18 | 45% – 50% | 8 – 12 km |
Biorąc w pełni elektryczny sedan o masie własnej 1800 kg , pojemność baterii 70 kWh i zakres NEDC 500 km na przykład zastąpienie półki akumulatora, obudowy silnika i ramy pomocniczej elementami z odlewanego ciśnieniowo aluminium może zmniejszyć całkowitą masę pojazdu poprzez 80–120 kg , poprawiając zasięg o około 40–70 km —równoważne 5%–8% oszczędność kosztów baterii.
Chociaż komponenty z odlewanego ciśnieniowo aluminium wymagają wyższych inwestycji w oprzyrządowanie początkowe (duża półka na akumulatory formuje się w przybliżeniu 50 000–150 000 dolarów ), ich Całkowity koszt posiadania (TCO) w ciągu 10 lat jest znacznie niższa niż w przypadku zamienników stali. Poniższe porównanie opiera się na rocznej platformie produkcyjnej wynoszącej 100 000 sztuk:
| Czynnik kosztowy | Odlew aluminiowy | Wytłaczane spawanie Al | Tłoczona stal Welding | Kompozyt (SMC) |
|---|---|---|---|---|
| Masa jednostki (kg) | 35 – 50 | 40 – 55 | 80 – 120 | 30 – 45 |
| Liczba części | 1 – 2 szt | 5 – 8 szt | 10 – 15 szt | 1 – 3 szt |
| Inwestycja w narzędzia | Wysoka (jednorazowa) | Średni | Niski | Wysoka (formy kompozytowe) |
| Procesy montażowe | Minimalne | Wiele (obróbka spawalnicza) | Rozbudowane (zgrzewanie punktowe) | Niewiele (śruby łączące) |
| Ogólna ocena całkowitego kosztu posiadania | Niskiest | Średni | Wysoka (kara wagowa) | Wysoki (dodatkowy koszt chłodzenia) |
Ponadto, Możliwość recyklingu w 100%. stopów aluminium jest zgodne ze światowymi trendami gospodarki o obiegu zamkniętym. Wycofane z eksploatacji komponenty NEV można przetopić i ponownie wykorzystać w produkcji odlewów ciśnieniowych, pozostawiając ślad węglowy znacznie niższy niż w przypadku wytapiania stali lub syntezy kompozytów. Dla producentów samochodów realizujących cele ESG, komponenty z odlewanego ciśnieniowo aluminium oferują znaczne korzyści w ocenie zrównoważonego rozwoju.
W przypadku producentów NEV i dostawców poziomu 1 włączenie następujących parametrów technicznych do dokumentów kwalifikacyjnych dostawców i ofert przetargowych może skutecznie filtrować partnerów zajmujących się odlewaniem ciśnieniowym wysokiej jakości i ograniczać ryzyko związane z jakością poprodukcyjną:
Włączając te wskaźniki do specyfikacji technicznych i list kontrolnych audytu dostawców, organy zamawiające mogą zapewnić, że zostaną wybrane Elementy odlewane ciśnieniowo NEV zapewniają stabilne, bezpieczne i lekkie wsparcie konstrukcyjne oraz zarządzanie ciepłem przez cały cykl życia.
Czy jesteś gotowy WSPÓŁPRACOWAĆ Z Jieną?
* Twój e -mail jest z nami bezpieczny, nie spamujemy.
Produkty
Informacje kontaktowe
nbjd011@126.com
+86-574-86115705
Nr 58 Mold Road, Daqi Technology Industrial Zone, Beilun District, Ningbo