Zdobądź wycenę
Odlewanie części samochodowych reprezentuje podstawowe zastosowanie technologii odlewania pod wysokim ciśnieniem stopów aluminium w produkcji samochodów. Dzięki precyzyjnym formom stopione aluminium jest szybko napełniane i formowane pod wysokim ciśnieniem, aby w jednej operacji wytworzyć złożone, dokładne wymiarowo i gładkie obudowy i elementy konstrukcyjne. W porównaniu z tradycyjnymi stalowymi zespołami spawanymi, aluminiowe odlewy ciśnieniowe zmniejszają masę od 40% do 60%, stając się dominującym procesem produkcyjnym kluczowych komponentów, w tym bloków silnika, obudów skrzyń biegów, radiatorów lamp ulicznych LED, obudów silników samochodów nowej generacji i korpusów zaworów. Jako producent odlewów ciśnieniowych posiadający certyfikat IATF16949, firma Ningbo Jieda Molding & Machine Co., Ltd obsługuje serię automatycznych maszyn do odlewania ciśnieniowego Lijin o nacisku od 1600 ton do 200 ton wraz z ponad 80 zestawami precyzyjnego sprzętu do obróbki CNC, wdrażając zarządzanie w pętli zamkniętej od projektu formy po dostawę gotowego produktu.
Technologia odlewania ciśnieniowego aluminium dominuje w przemyśle motoryzacyjnym ze względu na zintegrowane zalety w zakresie wydajności materiału, wydajności formowania i kontroli kosztów. Gęstość stopu aluminium wynosi zaledwie 2,7 g/cm3, czyli mniej niż jedną trzecią gęstości stali, co umożliwia znaczne zmniejszenie masy cienkościennych części konstrukcyjnych, takich jak obudowy skrzyni biegów i pokrywy końcowe silnika. Odlewanie pod wysokim ciśnieniem pozwala uzyskać prędkość napełniania od 30 do 60 m/s, a cykle produkcyjne pojedynczych elementów trwają zwykle od 30 do 90 sekund, co czyni go idealnym do zautomatyzowanej produkcji na dużą skalę. Odlewy ciśnieniowe zapewniają precyzję wymiarową od CT6 do CT8 i chropowatość powierzchni od Ra3,2 do 6,3, wymagając minimalnego naddatku na obróbkę i zapewniając wysoki stopień wykorzystania materiału.
| Współczynnik porównawczy | Odlew aluminiowy | Tradycyjne odlewanie piaskowe | Tłoczenie i spawanie stali |
| Masa pojedynczej części | Zmniejszono o 40% do 60% | Podobne | Linia bazowa |
| Minimalna grubość ścianki | Osiągalne przy 2,0 mm | Zwykle powyżej 4 mm | Ograniczone przez ograniczenia stemplowania |
| Dokładność wymiarowa | CT6 do CT8 | CT10 do CT12 | Zależnie od kontroli odkształceń spawania |
| Czas cyklu produkcyjnego | 30 do 90 sekund na część | Kilka godzin na formę | Kumulacja wielu procesów |
| Chropowatość powierzchni | Ra3.2 do 6.3 | Ra12,5 do 25 | Ra6,3 do 12,5 |
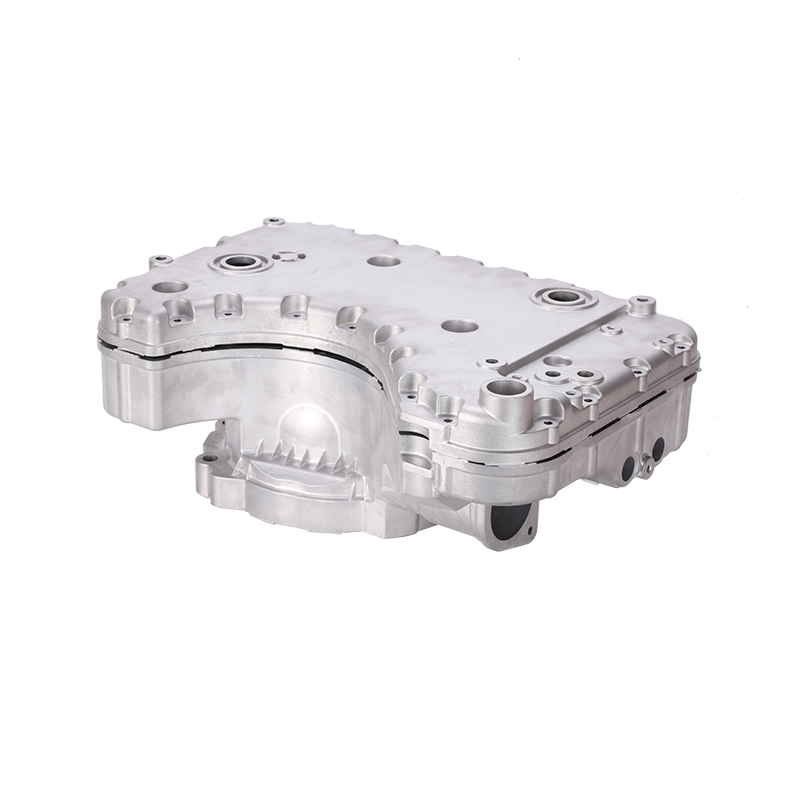
Dane w tabeli pokazują, że odlewanie ciśnieniowe aluminium ma niezastąpione zalety w zakresie cienkościenności, wysokiej precyzji i szybkiego formowania. Biorąc za przykład obudowy nowych silników samochodowych, odlew ciśnieniowy z aluminium umożliwia kontrolę grubości ścianek w zakresie 2,5 mm, zmniejszając całkowitą masę o około 45% w porównaniu z rozwiązaniami z żeliwa. Zintegrowany proces odlewania ciśnieniowego eliminuje ryzyko uszczelnienia związane ze spawaniem, a kanały wody chłodzącej można formować bezpośrednio w formie, zwiększając efektywność rozpraszania ciepła w silniku.
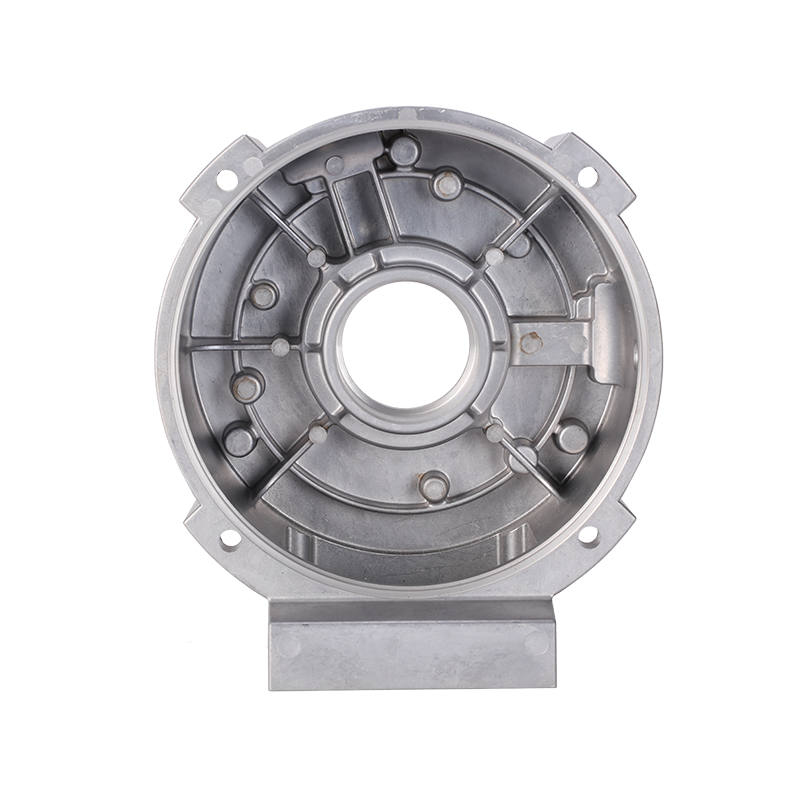
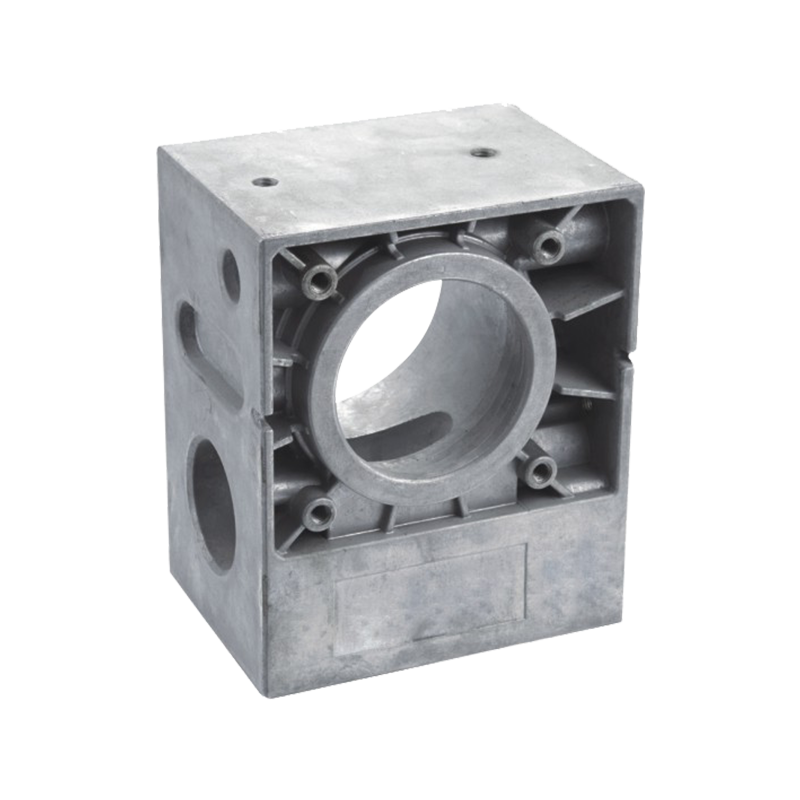
Zastosowania odlewania ciśnieniowego części samochodowych obejmują obecnie cztery główne sektory: układy napędowe, układy przekładni, układy podwozi i konstrukcje nadwozi. W układach silnika tłoki odlewane ciśnieniowo z aluminium, pokrywy głowic cylindrów i kolektory dolotowe skutecznie zmniejszają masę ruchu posuwisto-zwrotnego i poprawiają oszczędność paliwa. W zastosowaniach związanych z przekładniami obudowy skrzyń biegów wykonane z odlewanego ciśnieniowo aluminium nie tylko zmniejszają masę zespołu, ale także wykorzystują doskonałą przewodność cieplną, aby ułatwić chłodzenie oleju przekładniowego i wydłużyć okresy między wymianami smaru.
Szybki rozwój nowych pojazdów energetycznych otworzył nowe możliwości rozwoju technologii odlewania ciśnieniowego. Obudowy silników, płyty końcowe akumulatorów i obudowy sterowników wykorzystują głównie rozwiązania w postaci odlewów ciśnieniowych z aluminium. Na przykład obudowy silników wymagają zintegrowanych kanałów wody chłodzącej i kołnierzy montażowych wewnętrznie, charakteryzujących się złożoną konstrukcją o wysokich wymaganiach w zakresie uszczelnienia. Odlewanie ciśnieniowe umożliwia jednokrotne formowanie profili kanałów wodnych, redukując liczbę operacji obróbczych i ryzyko wycieków. Co więcej, zastosowania międzybranżowe, takie jak radiatory oświetlenia ulicznego LED i korpusy zaworów pneumatycznych, wykorzystują dojrzałą wiedzę specjalistyczną w zakresie odlewania ciśnieniowego samochodów, wykorzystując wysoki współczynnik przewodności cieplnej aluminium w celu wydajnego rozpraszania ciepła.
| System aplikacji | Typowe części odlewane ciśnieniowo | Klasa materiału | Podstawowe wymagania wydajnościowe |
| Układ silnika | Tłoki, pokrywy głowic cylindrów, miski olejowe | A380, ADC12 | Wytrzymałość na wysoką temperaturę, odporność na zużycie |
| System transmisji | Obudowa skrzyni biegów, obudowa sprzęgła | A380, AlSi10MnMg | Sztywność, uszczelnienie, przewodność cieplna |
| Nowy energetyczny układ napędowy | Obudowa silnika, płyty końcowe akumulatora | AlSi10MnMg, A365 | Przewodność cieplna, ekranowanie EMI, szczelność |
| Układ podwozia | Zwrotnice, wsporniki wahaczy | A356, AlSi7Mg | Wytrzymałość zmęczeniowa, udarność |
| Struktura ciała | Przeguby słupków A, wieże amortyzatorów | AlSi10MnMg | Absorpcja energii zderzenia, niezawodność połączenia |
Warto zauważyć, że przełomy w technologii zintegrowanego odlewania ciśnieniowego umożliwiły formowanie tylnych zespołów podłogi Tesli Model Y i podobnych bardzo dużych elementów konstrukcyjnych w jednej operacji odlewania. Podejście to łączy ponad 70 pojedynczych, tłoczonych i spawanych części w jeden odlew ciśnieniowy, znacznie upraszczając łańcuchy dostaw i procesy montażu. Tendencja ta wskazuje, że technologia odlewania ciśnieniowego ewoluuje od produkcji pojedynczych elementów w kierunku zintegrowanych części konstrukcyjnych na dużą skalę.
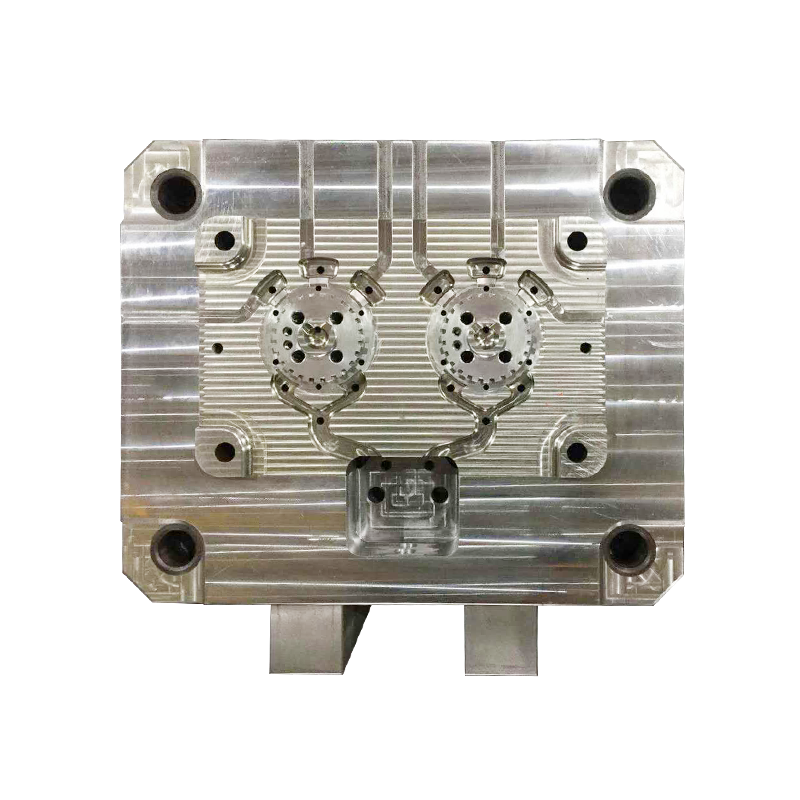
Wysokiej jakości automatyczne odlewanie ciśnieniowe zależy od systematycznej koordynacji projektu formy, parametrów odlewania i operacji końcowych. Na etapie projektowania formy położenie zasuwy, kanały odpowietrzające i układ obwodu chłodzącego bezpośrednio wpływają na stopień wypełnienia i stopień porowatości wewnętrznej. Zintegrowane platformy projektowe CAD/CAE/CAM umożliwiają wirtualną symulację przepływu aluminium, skurczu podczas krzepnięcia i rozkładu naprężeń termicznych, umożliwiając wczesną identyfikację ryzyka defektów, w tym uwięzienia gazu, zimnych zamknięć i pęknięć na gorąco.
Równie istotna jest precyzyjna kontrola parametrów odlewania ciśnieniowego. W przypadku automatycznych maszyn do odlewania ciśnieniowego klasy 1600 ton typowe okna procesowe obejmują: temperaturę stopionego aluminium od 680 do 720°C, temperaturę formy od 180 do 240°C, ciśnienie wtrysku od 60 do 100 MPa, z pozycjami szybkiego przełączania precyzyjnie ustawionymi w zależności od grubości ścianki części. Nadmierna temperatura aluminium zwiększa wtrącanie się tlenków i tendencję do lutowania matrycowego, podczas gdy niewystarczająca temperatura formy prowadzi do zimnych zamknięć i śladów płynięcia powierzchniowego. W rezultacie skoordynowana kontrola pomiędzy jednostkami temperatury formy i maszynami odlewniczymi stanowi podstawę spójności partii.
Operacje obróbki końcowej obejmują usuwanie przewężek, obróbkę cieplną, precyzyjną obróbkę i wykańczanie powierzchni. Obróbka cieplna T6 znacząco zwiększa wytrzymałość na rozciąganie materiału A356 z około 180 MPa w stanie po odlaniu do ponad 310 MPa. W przypadku elementów o krytycznym znaczeniu dla uszczelnienia, takich jak obudowy skrzyni biegów i korpusy zaworów, obowiązkowe jest 100% badanie szczelności przy użyciu detektorów nieszczelności wykorzystujących helową spektrometrię mas, które są w stanie wykryć mikrowycieki na poziomie 1×10⁻⁵Pa·m3/s.
Podczas gdy stopy aluminium dominują w dużych elementach konstrukcyjnych samochodów, odlewy ciśnieniowe cynku zachowują wyjątkową wartość w małych, precyzyjnych częściach. Temperatura topnienia stopu cynku wynosi około 420°C, czyli jest znacznie niższa niż w przypadku stopów aluminium, co skutkuje zmniejszonym obciążeniem cieplnym form i wydłużoną żywotnością matrycy sięgającą 500 000 do 1 000 000 cykli w porównaniu do 100 000 do 200 000 cykli przed głównym remontem aluminiowych form do odlewania ciśnieniowego. Odlewy ciśnieniowe cynku osiągają wyższą precyzję wymiarową na poziomach od CT4 do CT5, z powierzchniami odpowiednimi do bezpośredniego chromowania dekoracyjnego, powszechnie stosowanego w mechanizmach zamków drzwi samochodowych, emblematach dekoracyjnych i precyzyjnych złączach w małych partiach o wysokiej wartości dodanej.
Jednakże gęstość stopu cynku wynosząca 6,7 g/cm3 jest w przybliżeniu 2,5 razy większa od gęstości aluminium, co ogranicza jego zastosowanie w lekkich głównych konstrukcjach samochodowych. Dlatego producenci odlewów ciśnieniowych zazwyczaj podejmują decyzje dotyczące wyboru materiału między aluminium a cynkiem w oparciu o wymiary części, docelową wagę i wymagania funkcjonalne: duże obudowy i elementy konstrukcyjne preferują stopy aluminium, podczas gdy małe precyzyjne elementy przekładni i części dekoracyjne mogą uwzględniać rozwiązania w zakresie form do odlewania ciśnieniowego cynku.
Wybierając dostawców odlewów ciśnieniowych do samochodów, zaleca się ocenę w trzech wymiarach: systemy jakości, możliwości sprzętu i zespoły techniczne. Po pierwsze, certyfikacja IATF16949 stanowi próg wejścia dla samochodowych łańcuchów dostaw, wymagając od dostawców wdrożenia zarządzania ryzykiem w procesach opracowywania projektów, produkcji i usług. Po drugie, tonaż siły zwarcia maszyny odlewniczej określa maksymalną przewidywaną powierzchnię wytwarzanych części; Sprzęt klasy 1600 ton obejmuje większość obudów skrzyń biegów i obudów silników, natomiast bardzo duże zintegrowane elementy konstrukcyjne wymagają maszyn o masie powyżej 6000 ton.
Kolejnym kluczowym wskaźnikiem są własne możliwości projektowania form. Producenci wyposażeni w ponad 80 centrów obróbczych CNC, maszyny EDM i sprzęt do cięcia drutu mogą zakończyć cały proces projektowania form, obróbki, montażu i produkcji próbnej na miejscu, skracając cykle opracowywania nowych produktów. Dodatkowo konfiguracje laboratoryjne obejmujące spektrometry, systemy kontroli rentgenowskiej i współrzędnościowe maszyny pomiarowe zapewniają pełną identyfikowalność danych od otrzymania surowca aż po wysyłkę gotowego produktu.
Czy jesteś gotowy WSPÓŁPRACOWAĆ Z Jieną?
* Twój e -mail jest z nami bezpieczny, nie spamujemy.
Produkty
Informacje kontaktowe
nbjd011@126.com
+86-574-86115705
Nr 58 Mold Road, Daqi Technology Industrial Zone, Beilun District, Ningbo