Zdobądź wycenę
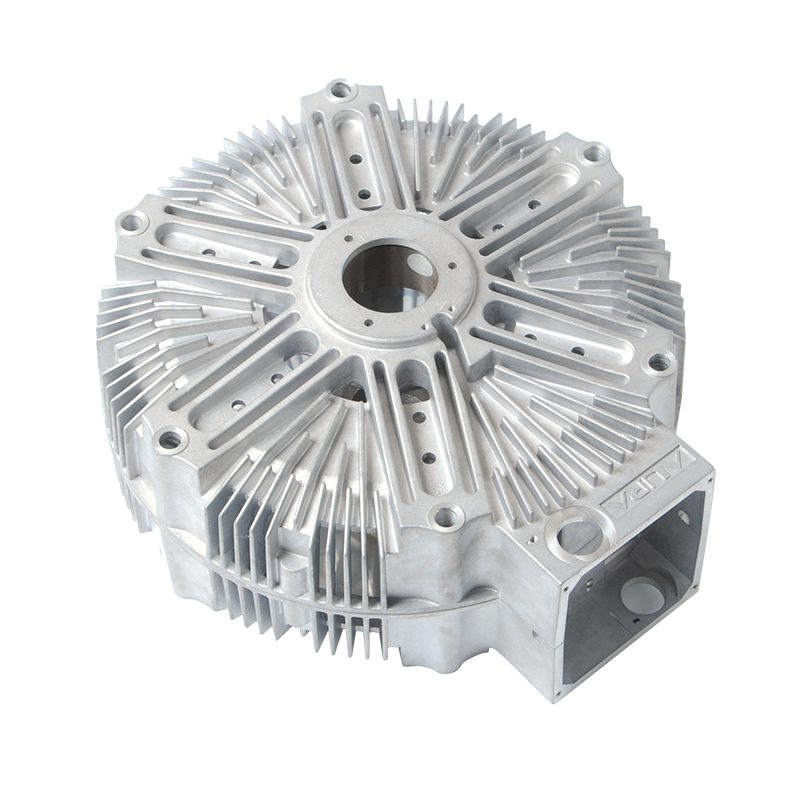
Odlew ciśnieniowy obudowy skrzyni biegów to wysokociśnieniowy proces produkcyjny polegający na wtryskiwaniu stopionego stopu aluminium do precyzyjnej stalowej formy (matrycy) w celu wytworzenia złożonych, lekkich i dokładnych wymiarowo obudów przekładni. Proces ten umożliwia produkcję skomplikowanych geometrii — w tym żeberek chłodzących, występów montażowych i wewnętrznych struktur żebrowych — których osiągnięcie za pomocą obróbki skrawaniem lub innych metod odlewania byłoby trudne lub zbyt kosztowne.
W procesie zazwyczaj wykorzystuje się maszyny do odlewania ciśnieniowego w zimnej komorze (HPDC) o sile zwarcia od 500 do 4000 ton, zdolne do wytwarzania obudów skrzyń biegów o grubości ścianek wynoszącej zaledwie 0,8–1,5 mm przy zachowaniu wąskich tolerancji wymiarowych wynoszących ± 0,01 mm po obróbce CNC. Czasy cykli wahają się od 30 sekund do 3 minut, w zależności od rozmiaru części, co czyni go idealnym rozwiązaniem do masowej produkcji samochodów, gdzie roczna wielkość przekracza 50 000 sztuk.
Powstałe komponenty zapewniają doskonały stosunek wytrzymałości do masy, a typowe obudowy skrzyni biegów z odlewanego ciśnieniowo aluminium ważą o 30–40% mniej niż równoważne odlewy z żeliwa, zapewniając jednocześnie wystarczającą sztywność, aby utrzymać współosiowość przekładni pod obciążeniem operacyjnym wynoszącym 200–500 Nm momentu obrotowego.
Stopy aluminium dominują w obudowach skrzyń biegów, przy czym A380, ADC12 i A360 reprezentują trzy podstawowe materiały do wyboru, z których każdy oferuje odrębną charakterystykę wydajności dostosowaną do określonych wymagań operacyjnych.
| Stop | Zawartość krzemu | Wytrzymałość na rozciąganie | Kluczowa charakterystyka | Podstawowe zastosowania |
|---|---|---|---|---|
| A380 | 7,5–9,5% | 324 MPa | Najlepszy stop uniwersalny; doskonała lejność i obrabialność; dobry stosunek wytrzymałości do ceny | Ogólne obudowy samochodowe, obudowy skrzyń biegów, wsporniki konstrukcyjne |
| ADC12 | 9,6–12,0% | 310 MPa | Doskonała płynność; doskonały do profili cienkościennych (0,6–1,2 mm); wysoka stabilność wymiarowa | Złożone obudowy elektroniczne, cienkościenne elementy przekładni, części o dużej szczegółowości |
| A360 | 9,0–10,0% | 317 MPa | Doskonała odporność na korozję; poprawiona szczelność ciśnieniowa; lepsza wytrzymałość w wysokiej temperaturze | Zastosowania morskie, elementy układu napędowego, uszczelnione obudowy wymagające integralności ciśnienia |
| A383 | 9,5–11,5% | 310 MPa | Zmodyfikowany A380 z poprawioną płynnością w przypadku bardzo cienkościennych części | Skomplikowane cienkościenne obudowy przekładni |
| A413 | 11,0–13,0% | 295 MPa | Doskonała szczelność ciśnieniowa i przewodność cieplna | Elementy przenoszące ciecz, obudowy wymienników ciepła |
Zapewnianie jakości odlewów ciśnieniowych obudów skrzyni biegów opiera się na wielowarstwowym podejściu do kontroli, łączącym metody badań wizualnych, wymiarowych i nieniszczących (NDT) w celu wykrycia zarówno defektów powierzchniowych, jak i wewnętrznych. Biorąc pod uwagę, że obudowy skrzyni biegów muszą utrzymywać integralność ciśnieniową i niezawodność konstrukcyjną pod obciążeniem cyklicznym, protokoły inspekcji zazwyczaj osiągają współczynnik wykrywania defektów przekraczający 99,5% w przypadku krytycznych elementów bezpieczeństwa.
Porowatość w odlewach ciśnieniowych aluminiowych obudów skrzyni biegów objawia się przede wszystkim porowatością gazową (kuliste puste przestrzenie 5–50 μm spowodowane uwięzionym wodorem) i porowatością skurczową (nieregularne puste przestrzenie 10–200 μm spowodowane skurczem podczas krzepnięcia), przy czym skuteczne zapobieganie wymaga podejścia na poziomie systemowym, łączącego przygotowanie stopu, kontrolę procesu i zaawansowane technologie odlewania.
Podczas gdy stopy aluminium dominują w produkcji obudów skrzyni biegów, stopy magnezu i cynku stanowią atrakcyjne alternatywy dla określonych zastosowań, w których najważniejsza jest redukcja masy, zdolność tłumienia lub względy kosztowe.
Odlewy magnezowe zapewniają 33% mniejsza gęstość niż aluminium (1,8 g/cm3 w porównaniu z 2,7 g/cm3), co czyni je atrakcyjnymi do skrzyń biegów pojazdów elektrycznych, gdzie każdy kilogram ma wpływ na zasięg. AZ91D zapewnia doskonałą lejność i odporność na korozję, natomiast AM60B zapewnia doskonałą ciągliwość i odporność na uderzenia w zastosowaniach krytycznych podczas awarii.
Stopy cynku zapewniają wyjątkową płynność, umożliwiając grubości ścianek do 0,4 mm i złożone geometrie kształtu siatki przy minimalnych kątach pochylenia. Zamak 3 zapewnia wytrzymałość na rozciąganie 280 MPa przy doskonałej ciągliwości (wydłużenie 10%) w porównaniu z odlewami ciśnieniowymi aluminium.
| Materiał | Gęstość (g/cm3) | Wytrzymałość na rozciąganie (MPa) | Maksymalna temperatura (°C) | Koszt względny |
|---|---|---|---|---|
| Aluminium A380 | 2.7 | 324 | 200 | 1,0× (wartość bazowa) |
| Magnez AZ91D | 1.8 | 230 | 120 | 2,5× |
| Znal cynkowy 5 | 6.6 | 331 | 120 | 0,8× |
Standardowy odlew ciśnieniowy aluminium umożliwia uzyskanie grubości ścianek 0,8–1,5 mm w obszarach ogólnych i 2,0–4,0 mm w przypadku występów do montażu konstrukcyjnego. Dzięki stopowi ADC12 i zoptymalizowanemu bramkowaniu możliwe są przekroje o grubości zaledwie 0,6 mm w przypadku elementów niestrukturalnych.
Konwencjonalne odlewy ciśnieniowe nie mogą być poddawane obróbce cieplnej T6 ze względu na porowatość wewnętrzną, która powoduje powstawanie pęcherzy. Jednakże, odlewy próżniowe o poziomie porowatości <0,3% mogą z powodzeniem zostać poddane obróbce T6 uzyskując wytrzymałość na rozciąganie do 380 MPa.
Odlewanie ciśnieniowe staje się konkurencyjne kosztowo roczne wolumeny przekraczające 5 000–10 000 sztuk , z maksymalną efektywnością ekonomiczną na poziomie 50 000 jednostek. Poniżej tego progu odlewanie w piasku lub obróbka CNC może być bardziej ekonomiczna pomimo wyższych kosztów jednostkowych.
Systemy próżniowe zwiększają koszty oprzyrządowania o 15–25% i czas cyklu o 10–15%, ale zmniejszają ilość złomów z 8–12% do 2–4%, umożliwiając jednocześnie obróbkę cieplną i spawanie. W przypadku konstrukcyjnych komponentów samochodowych wpływ na koszty całkowite jest zazwyczaj neutralny lub pozytywny, jeśli weźmie się pod uwagę poprawę jakości.
Standardowe powierzchnie odlewane osiągają Ra 3,2–6,3 μm. Dodatkowe opcje wykończenia obejmują śrutowanie (Ra 1,6–3,2 μm), anodowanie (powłoka dekoracyjna typu II lub twarda powłoka typu III), malowanie proszkowe, powlekanie elektroniczne i powłoka konwersyjna chromianowa w celu ochrony przed korozją.
Badanie spadku ciśnienia dotyczy ciśnienia powietrza 0,3–0,6 MPa w zamkniętych wnękach, monitorując spadek ciśnienia <5% w ciągu 30 sekund. Testowanie szczelności helem (czułość 10⁻⁶ mbar·l/s) jest stosowane w przypadku ekstremalnych wymagań, takich jak obudowy akumulatorów pojazdów elektrycznych lub hermetyczne obudowy skrzyń biegów.
Czy jesteś gotowy WSPÓŁPRACOWAĆ Z Jieną?
* Twój e -mail jest z nami bezpieczny, nie spamujemy.
Produkty
Informacje kontaktowe
nbjd011@126.com
+86-574-86115705
Nr 58 Mold Road, Daqi Technology Industrial Zone, Beilun District, Ningbo