Zdobądź wycenę
Projektowanie odlewanych ciśnieniowo części samochodowych wymaga skrupulatnej równowagi w czterech aspektach: doborze materiału, optymalizacji strukturalnej, obróbce cieplnej i obróbce powierzchni, aby osiągnąć jedność wysokiej wytrzymałości i obrabialności.
Zastosowanie stopów o wysokiej wytrzymałości: Wybór stopów aluminium zawierających odpowiednie ilości krzemu (Si) lub magnezu (Mg) (takich jak ADC12, A380) zwiększa wytrzymałość na rozciąganie i twardość materiału, spełniając w ten sposób standardy bezpieczeństwa motoryzacyjnego.
Niska skłonność do pękania na gorąco: Optymalizacja zawartości krzemu zmniejsza skurcz materiału, minimalizując ryzyko pękania na gorąco podczas odlewania i poprawiając ogólną jakość formowania.
Zwiększona odporność na korozję: Dodanie cynku (Zn) lub miedzi (Cu) do stopu zwiększa odporność na korozję stopu aluminium, wydłużając żywotność części.
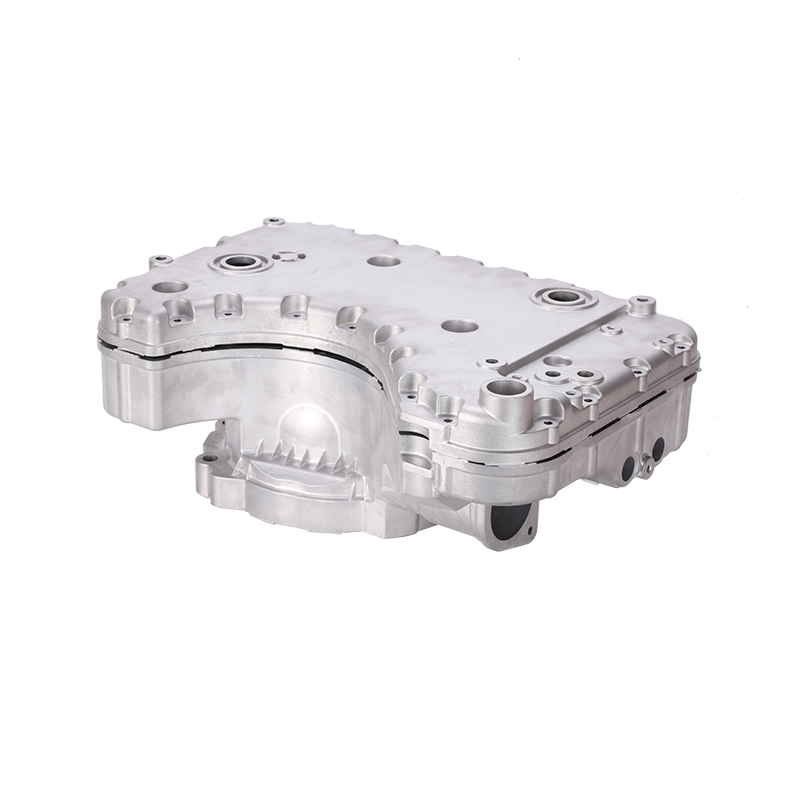
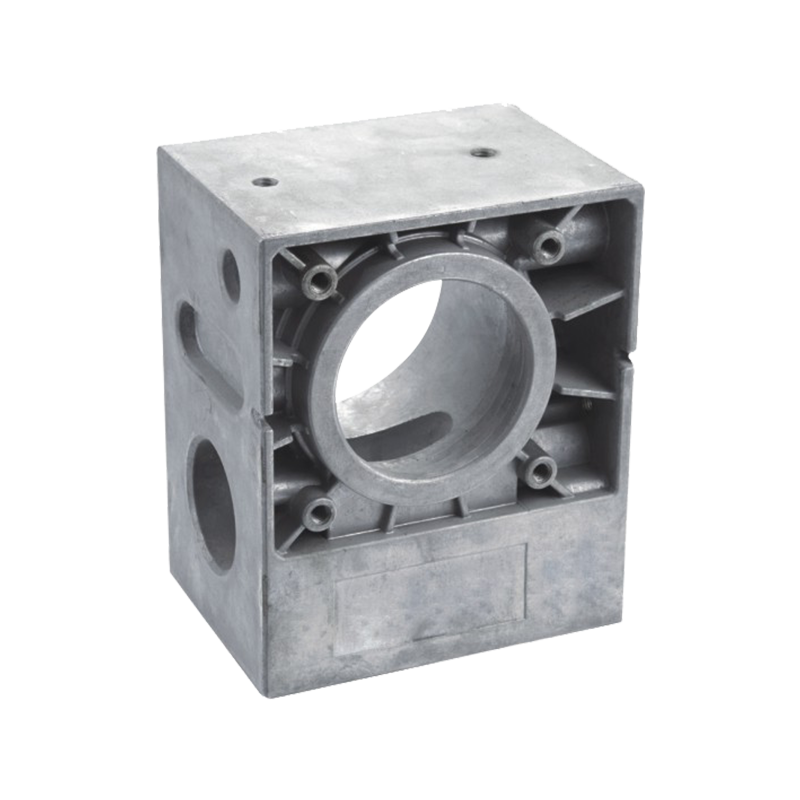
Jednolitość grubości ścianki: Dzięki rozsądnemu projektowi kąta pochylenia, kontrolowanie stosunku maksymalnej do minimalnej grubości ścianki części (zalecane, aby mieścić się w granicach 1,8) pozwala uniknąć wypaczeń i pęknięć spowodowanych nierównomiernym naprężeniem termicznym.
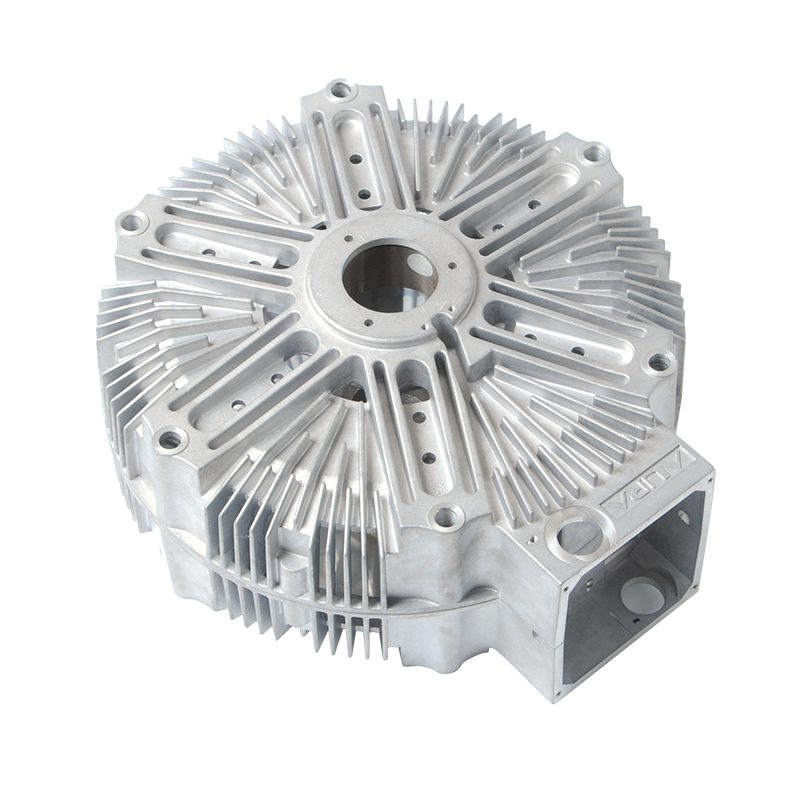
Optymalizacja rozkładu naprężeń: Żebra wzmacniające lub wzmocnienia konstrukcyjne są zaprojektowane w krytycznych punktach naprężeń, aby wytrzymać obciążenia udarowe i wibracyjne w środowisku pracy, poprawiając w ten sposób wytrzymałość.
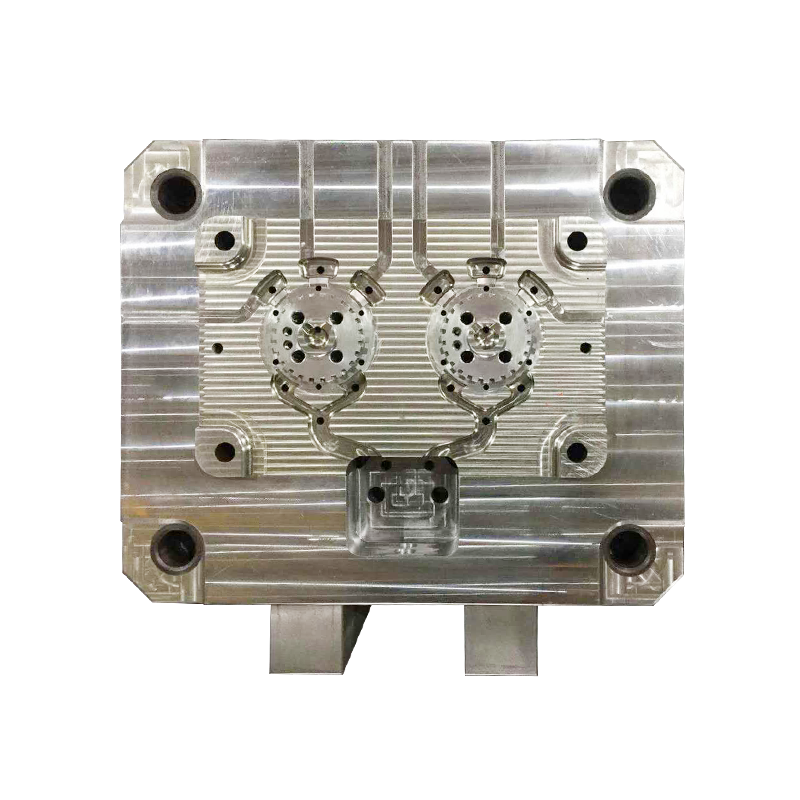
Projekt układu chłodzenia: Symulacja analizy elementów skończonych (FEA) służy do racjonalnego rozmieszczenia otworów chłodzących i kanałów wlewowych, zapewniając równomierny rozkład temperatury w odlewie i redukując naprężenia własne.
Obróbka cieplna T6: Obróbka roztworowa i sztuczne starzenie znacznie poprawiają wytrzymałość i twardość stopu aluminium.
Odprężanie: Wyżarzanie w niskiej temperaturze przeprowadza się po formowaniu, aby zmniejszyć naprężenia wewnętrzne i zapobiec deformacji odlewu podczas późniejszego przetwarzania lub użytkowania.
Kontrola parametrów obróbki cieplnej: Ścisła kontrola szybkości ogrzewania i chłodzenia oraz czasu przetrzymywania zapewnia jednorodność i powtarzalność obróbki cieplnej.
Hartowanie powierzchniowe: Procesy anodowania lub twardego anodowania stosuje się w celu poprawy twardości powierzchni i odporności na zużycie części, odpowiednich do zastosowań o wysokim zużyciu, takich jak elementy silnika.
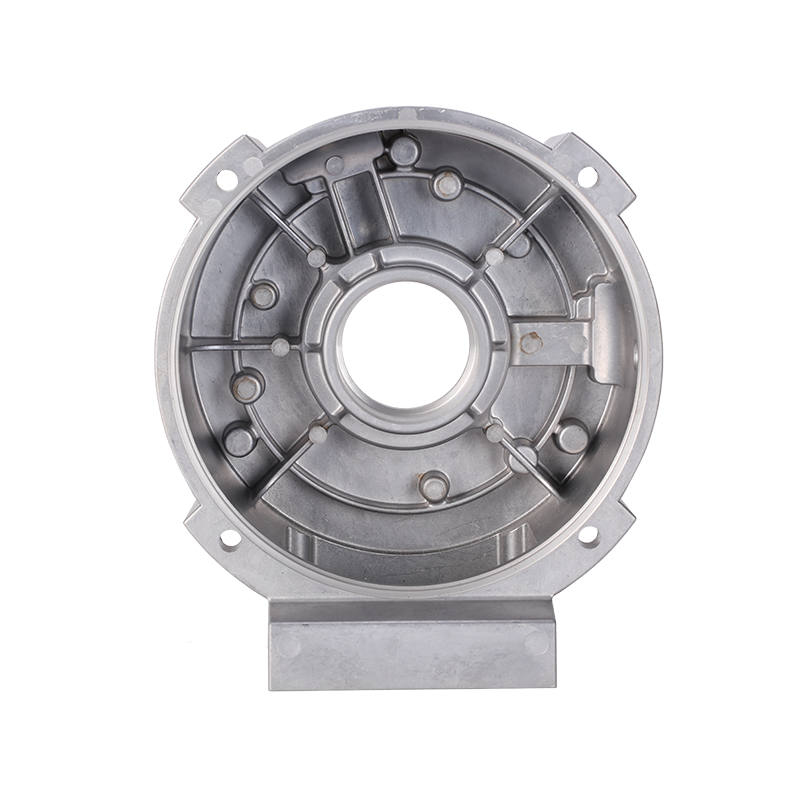
Obróbka precyzyjna: W przypadku krytycznych wymiarów wymagających dużej wytrzymałości, obróbka wtórna jest wykonywana przy użyciu precyzyjnego centrum obróbczego CNC, aby zapewnić dokładność wymiarową i jakość powierzchni.
Smarowanie i usuwanie pozostałości: Podczas procesu odlewania ciśnieniowego dodaje się odpowiednią ilość środka antyadhezyjnego, aby zmniejszyć przyczepność formy, poprawić wykończenie powierzchni odlewu i zmniejszyć ilość późniejszych prac szlifierskich.
Czy jesteś gotowy WSPÓŁPRACOWAĆ Z Jieną?
* Twój e -mail jest z nami bezpieczny, nie spamujemy.
Produkty
Informacje kontaktowe
nbjd011@126.com
+86-574-86115705
Nr 58 Mold Road, Daqi Technology Industrial Zone, Beilun District, Ningbo