Zdobądź wycenę
Odlewanie ciśnieniowe to jeden z najbardziej wydajnych i opłacalnych procesów produkcji metali dostępnych obecnie na rynku. W skrócie: jeśli potrzebujesz dużych ilości precyzyjnych, złożonych części metalowych, odlewanie ciśnieniowe będzie prawdopodobnie najlepszą opcją . Zapewnia wąskie tolerancje wymiarowe, doskonałe wykończenie powierzchni i krótkie czasy cykli, z którymi niewiele innych procesów może się równać. W tym przewodniku omówiono wszystko, co musisz wiedzieć — od sposobu działania procesu po jego ograniczenia, metody i zastosowania w świecie rzeczywistym.

Odlewanie ciśnieniowe to proces odlewania metalu, podczas którego stopiony metal jest wtłaczany pod wysokim ciśnieniem do stalowej formy wielokrotnego użytku (zwanej „matrycą”). Gdy metal stwardnieje, matryca otwiera się i gotowa część zostaje wyrzucona. Formę można następnie ponownie wykorzystać — zazwyczaj przez dziesiątki tysięcy do setek tysięcy cykli.
Do najczęściej stosowanych metali w odlewach ciśnieniowych należą stopy aluminium, cynku, magnezu i miedzi . Aluminium jest zdecydowanie najpopularniejsze ze względu na doskonały stosunek wytrzymałości do masy, odporność na korozję i przewodność cieplną.
W przeciwieństwie do odlewania piaskowego, w którym wykorzystuje się jednorazowe formy, w odlewaniu ciśnieniowym wykorzystuje się trwałe oprzyrządowanie stalowe. Dzięki temu idealnie nadaje się do produkcji na dużą skalę, gdzie spójność i powtarzalność mają kluczowe znaczenie.

Cykl odlewania ciśnieniowego przebiega według spójnej sekwencji:
Czasy cykli różnią się w zależności od rozmiaru i złożoności części, ale zazwyczaj wahają się od od kilku sekund do kilku minut . Dobrze zoptymalizowana komora do odlewania ciśnieniowego aluminium może wyprodukować setki części na godzinę.

Dwie podstawowe metody odlewania ciśnieniowego różnią się sposobem wprowadzania stopionego metalu do matrycy:
W przypadku odlewania ciśnieniowego w gorącej komorze mechanizm wtryskowy jest zanurzany bezpośrednio w roztopionym metalu. Ta metoda oferuje szybsze czasy cykli i najlepiej nadaje się do metali o niskiej temperaturze topnienia, takich jak stopy cynku, cyny i ołowiu. Nie nadaje się do aluminium, ponieważ aluminium spowodowałoby erozję zanurzonych elementów.
Podczas odlewania ciśnieniowego w zimnej komorze, przed każdym wtryskiem, stopiony metal jest wprowadzany do oddzielnej komory wtryskowej. To podejście jest używane do stopy aluminium, magnezu i miedzi — metale o wyższych temperaturach topnienia, które mogłyby uszkodzić system komory gorącej. Odlewanie ciśnieniowe w zimnej komorze jest nieco wolniejsze niż w komorze gorącej, ale umożliwia produkcję mocniejszych i trwalszych części.
| Funkcja | Gorąca komora | Zimna Komnata |
|---|---|---|
| Odpowiednie metale | Cynk, cyna, ołów | Aluminium, magnez, miedź |
| Prędkość cyklu | Szybciej | Nieco wolniej |
| Ciśnienie wtrysku | Niższy | Wyżej |
| Część siły | Umiarkowane | Wyżej |
| Typowe zastosowania | Drobne części konsumenckie | Motoryzacyjny, przemysłowy |

Odlewy ciśnieniowe konsekwentnie osiągają tolerancje ±0,1 mm lub mniej , często eliminując potrzebę obróbki wtórnej. Ten poziom powtarzalności dla tysięcy części jest trudny do porównania z innymi metodami odlewania.
Po zainstalowaniu oprzyrządowania maszyny do odlewania ciśnieniowego mogą pracować przez całą dobę, wytwarzając części w cyklach tak krótkich, jak 15–20 sekund do małych elementów aluminiowych. Ta przepustowość sprawia, że jest to jedna z najszybszych metod masowej produkcji części metalowych.
Odlewanie ciśnieniowe obsługuje skomplikowane elementy wewnętrzne, cienkie ściany (tak cienkie jak 0,5 mm w niektórych zastosowaniach aluminium), podcięcia i elementy o kształcie zbliżonym do netto, które byłyby kosztowne lub niemożliwe w przypadku samej obróbki.
Chociaż początkowe koszty oprzyrządowania są znaczne, koszt jednostkowy drastycznie spada w skali. W przypadku serii produkcyjnych liczących dziesiątki tysięcy lub więcej odlewanie ciśnieniowe jest zazwyczaj znacznie bardziej ekonomiczne niż obróbka CNC lub inne procesy.

Odlewanie ciśnieniowe nie jest pozbawione kompromisów. Zrozumienie jego ograniczeń pomaga określić, czy jest to właściwy proces dla Twojego projektu.
Pojedyncza aluminiowa forma do odlewania ciśnieniowego może kosztować w dowolnym miejscu 10 000 do ponad 100 000 dolarów , w zależności od złożoności. To sprawia, że odlewanie ciśnieniowe jest złym wyborem w przypadku prototypów lub bardzo małych wielkości produkcji.
Odlewanie ciśnieniowe ogranicza się do metali nieżelaznych. Stal i żelazo nie mogą być odlewane ciśnieniowo, ponieważ ich wysokie temperatury topnienia zniszczyłyby stalowe matryce. Jeśli Twój projekt wymaga metali żelaznych, należy rozważyć alternatywne procesy, takie jak odlewanie metodą traconego węgla lub odlewanie piaskowe.
Podczas wtryskiwania powietrze może zostać uwięzione we wnęce matrycy, tworząc wewnętrzną porowatość. Może to pogorszyć wytrzymałość mechaniczną i sprawić, że część nie będzie nadawała się do zastosowań szczelnych, chyba że będzie kontrolowana za pomocą odlewania ciśnieniowego wspomaganego próżniowo lub innych technik.
Większość maszyn do odlewania ciśnieniowego nadaje się do części o wielkości do ok 25 kg . Bardzo duże komponenty lepiej nadają się do odlewania w piasku lub innych procesów opartych na grawitacji.
Stalowe matryce zużywają się z biegiem czasu, szczególnie w przypadku stopów wysokotemperaturowych. Właściwe harmonogramy konserwacji są niezbędne, aby zachować dokładność wymiarową i wydłużyć żywotność matrycy – zazwyczaj 100 000 do 500 000 strzałów w zależności od materiałów i parametrów procesu.
Jako chiński producent form do odlewów ciśnieniowych i fabryka niestandardowych form do odlewów ciśnieniowych, Ningbo Jieda Molding & Machine Co., Ltd. oferuje kompleksową gamę procesów odlewniczych dostosowanych do różnych geometrii części, materiałów i wymagań objętościowych.
Najpopularniejsza metoda odlewania ciśnieniowego. Roztopiony metal wtryskiwany jest pod ciśnieniem do 25 000 psi , wytwarzając gęste, precyzyjne części o doskonałym wykończeniu powierzchni. Jieda obsługuje maszyny Lijin w Hongkongu 200T do 1600T siłę mocowania, aby dostosować się do szerokiego zakresu rozmiarów części.
Metal jest wypychany w górę do matrycy przy użyciu niskiego ciśnienia (zwykle 0,7–1,0 bara ), pozwalając na lepszą kontrolę przepływu metalu i zmniejszenie turbulencji. Metoda ta jest szczególnie odpowiednia dla części konstrukcyjnych wymagających wyższych właściwości mechanicznych i mniejszej porowatości.
Ekonomiczny wybór w przypadku produkcji na małą skalę lub dużych, złożonych geometrii, gdzie trwałe oprzyrządowanie nie jest uzasadnione kosztowo. Formy piaskowe są tworzone na podstawie wzoru i wyrzucane po każdym wylaniu, co czyni tę metodę bardzo elastyczną.
Wzór wosku jest powlekany ceramicznym materiałem powłoki, a następnie topiony, tworząc precyzyjne wgłębienie. Odlewanie metodą traconą pozwala uzyskać części o wyjątkowej szczegółowości i dokładności powierzchni — często stosowane w przypadku komponentów lotniczych, urządzeń medycznych i skomplikowanych części przemysłowych.
Roztopiony metal wlewa się do trwałej formy metalowej przy użyciu grawitacji, a nie ciśnienia. Skutkuje to niższą porowatością niż w przypadku odlewania ciśnieniowego pod wysokim ciśnieniem i doskonale nadaje się do produkcji średnioseryjnej gęstszych, wymagających pod względem konstrukcyjnym części.

Surowe części odlewane ciśnieniowo często wymagają obróbki powierzchniowej lub wtórnej obróbki, zanim będą gotowe do użycia. Typowe operacje wykończeniowe obejmują:
Oprócz operacji odlewania, Jieda zapewnia kompleksową obróbkę powierzchni i wykańczanie, dostarczając gotowe do użycia komponenty klientom z sektorów motoryzacyjnego, motoryzacyjnego, pneumatycznego, komunikacyjnego i nowej energii.
Odlewanie ciśnieniowe jest stosowane w praktycznie każdej większej branży, która wymaga dużych komponentów metalowych. Kluczowe obszary zastosowań obejmują:
| Przemysł | Typowe części odlewane ciśnieniowo | Wspólny materiał |
|---|---|---|
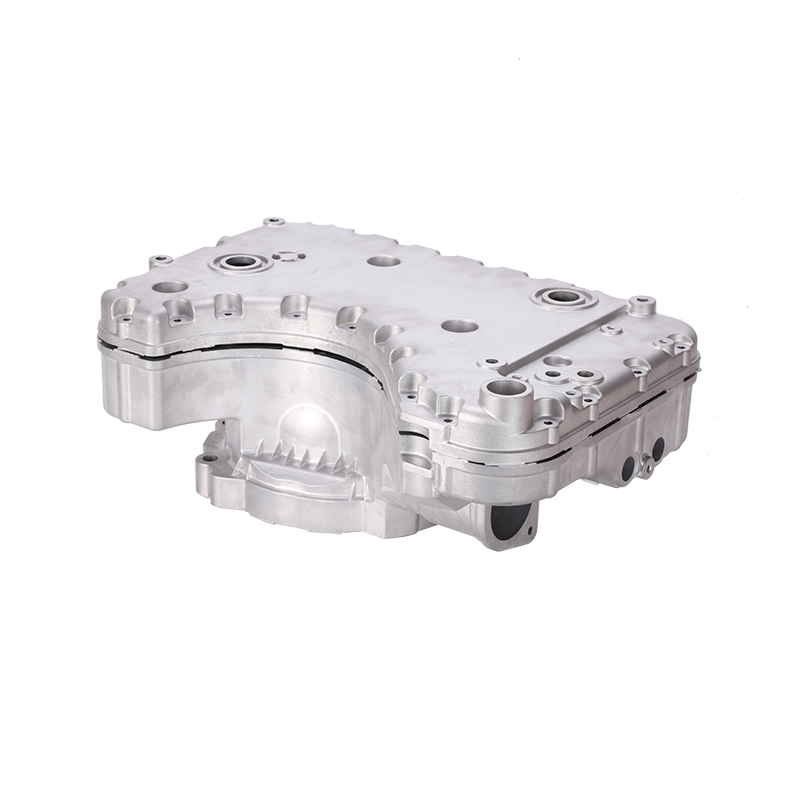
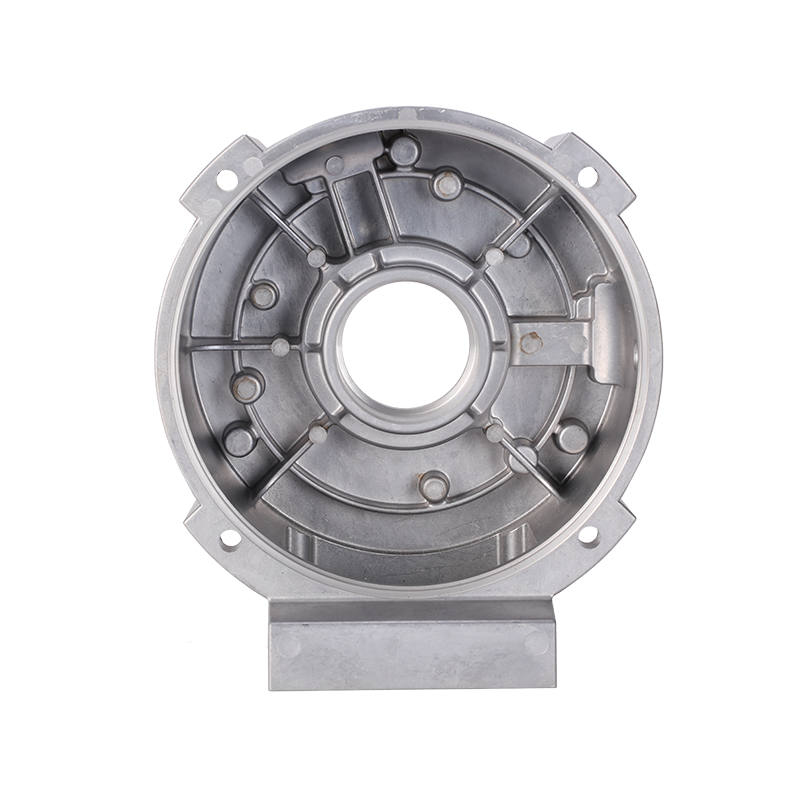
| Motoryzacja | Obudowy silników, obudowy skrzyni biegów, wsporniki | Aluminium, Magnez |
| Silniki elektryczne | Osłony końcowe, obudowy, ramy wirników | Aluminium |
| Pneumatyka | Korpusy zaworów, obudowy cylindrów | Aluminium, Zinc |
| Telekomunikacja | Obudowy, radiatory, elementy anten | Aluminium, Zinc |
| Nowa Energia / Fotowoltaika | Obudowy falowników, ramy montażowe | Aluminium |
| Oświetlenie | Obudowy LED, korpusy lamp, radiatory | Aluminium |
| Skrzynie biegów / reduktory | Obudowy reduktorów, obudowy przekładni | Aluminium |

Założona w 1987 roku, Ningbo Jieda Molding & Machine Co., Ltd. to krajowe przedsiębiorstwo z branży zaawansowanych technologii z siedzibą w Beilun w stanie Ningbo — mieście uznawanym za „rodzinne miasto form odlewniczych w Chinach”. Dzięki ponad 35-letniemu doświadczeniu Jieda wnosi do każdego projektu połączenie głębokiej wiedzy technicznej i sprawdzonej skali produkcji.
Kluczowe możliwości i referencje obejmują:
Lokalizacja Jieda w Beilun zapewnia również bezpośrednie korzyści logistyczne — bliskość Port Beilun oraz droga ekspresowa Hangzhou-Ningbo — umożliwiająca szybką i niezawodną wysyłkę międzynarodową do klientów na całym świecie.
Odlewanie ciśnieniowe jest właściwym wyborem, jeśli Twój projekt spełnia następujące kryteria:
Jeśli objętość jest niewielka, część jest bardzo duża lub potrzebne są materiały żelazne, bardziej odpowiednie mogą być alternatywne metody odlewania, takie jak odlewanie piaskowe lub odlewanie metodą traconego węgla. Zespół inżynierów Jieda może ocenić Twoje specyficzne wymagania i zalecić najodpowiedniejszy proces — niezależnie od tego, czy jest to odlewanie ciśnieniowe pod wysokim ciśnieniem, odlewanie pod niskim ciśnieniem, odlewanie grawitacyjne, czy też całkowicie inna metoda.
Skontaktuj się z Jiedą już dziś aby omówić Twój projekt i otrzymać dostosowane do indywidualnych potrzeb rozwiązanie poparte ponad trzydziestoletnim doświadczeniem w zakresie precyzyjnego odlewania ciśnieniowego.
Czy jesteś gotowy WSPÓŁPRACOWAĆ Z Jieną?
* Twój e -mail jest z nami bezpieczny, nie spamujemy.
Produkty
Informacje kontaktowe
nbjd011@126.com
+86-574-86115705
Nr 58 Mold Road, Daqi Technology Industrial Zone, Beilun District, Ningbo