Zdobądź wycenę
Odlewanie części samochodowych to dominująca metoda produkcji wielkoseryjnych, precyzyjnych komponentów metalowych w przemyśle motoryzacyjnym — i nie bez powodu. Zapewnia wąskie tolerancje, złożoną geometrię i doskonałe wykończenie powierzchni przy koszcie na część, którego żaden inny proces nie może dorównać na dużą skalę. Niezależnie od tego, czy kupujesz wsporniki, obudowy czy strukturalne obudowy akumulatorów EV, zrozumienie odlewania ciśnieniowego pomoże Ci podejmować szybsze i mądrzejsze decyzje.
W tym przewodniku omówiono wszystko, od podstaw procesu odlewania ciśnieniowego po dobór materiałów, zastosowania pojazdów elektrycznych, opcje wykańczania i praktyczne odpowiedzi na najczęściej zadawane pytania, dzięki czemu możesz określić, czy odlewanie ciśnieniowe będzie odpowiednie dla Twojego projektu.

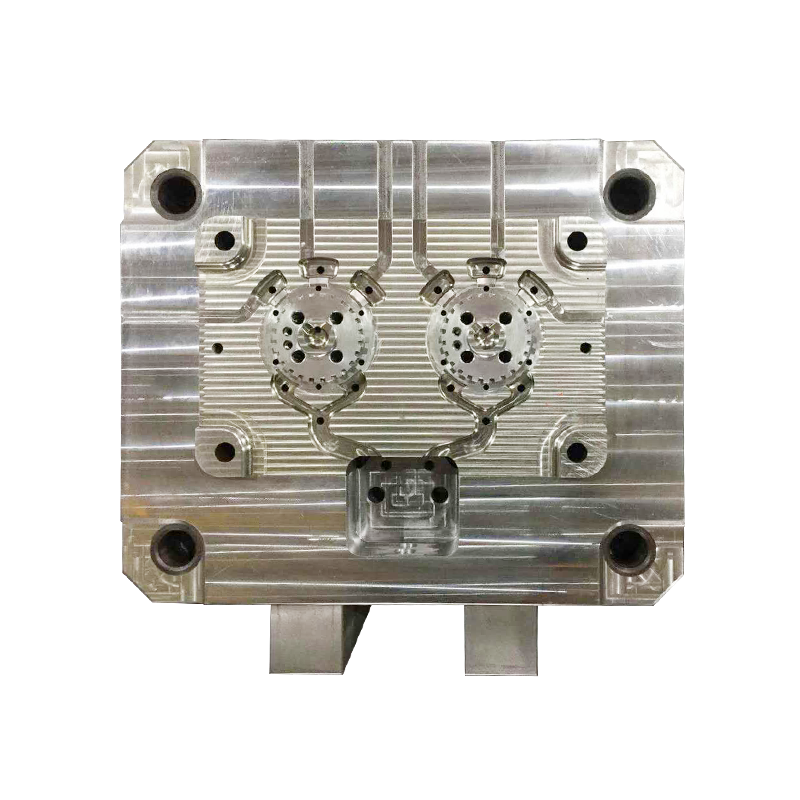
Odlewanie ciśnieniowe to proces odlewania metali, podczas którego stopiony metal jest wtryskiwany pod wysokim ciśnieniem do stalowej formy wielokrotnego użytku, zwanej matrycą. Metal szybko twardnieje, a gotowa część jest wyrzucana — często w czasie krótszym niż 60 sekund na cykl. W zastosowaniach motoryzacyjnych oznacza to miliony części o kształcie zbliżonym do netto i stałej dokładności wymiarowej.
Sektor motoryzacyjny odpowiada za ponad 75% całej produkcji odlewów ciśnieniowych na świecie według Północnoamerykańskiego Stowarzyszenia Odlewów Ciśnieniowych (NADCA). Typowe części samochodowe produkowane metodą odlewania ciśnieniowego obejmują bloki silnika, obudowy skrzyń biegów, zwrotnice, korpusy pomp, klamki drzwi i coraz częściej duże elementy konstrukcyjne pojazdów elektrycznych.

Zrozumienie procesu pomaga przewidzieć czasy realizacji, wymagania projektowe i czynniki kosztowe.
Istnieje kilka wariantów odlewów ciśnieniowych, każdy dostosowany do różnych stopów, rozmiarów części i wymagań jakościowych.
| Wpisz | Jak to działa | Najlepsze stopy | Kluczowa zaleta |
|---|---|---|---|
| Gorąca komora | Mechanizm wtryskowy zanurzany jest w roztopionym metalu | Cynk, magnez | Krótkie czasy cykli, niska porowatość |
| Zimna Komnata | Metal wlewany oddzielnie do tulei śrutowej | Aluminium, miedź | Obsługuje stopy wysokotopliwe |
| Odlewanie próżniowe | Przed wtryskiem z matrycy usuwa się powietrze | Aluminium | Porowatość bliska zeru, części spawalne |
| Półstały (tiksocasting) | Metal wtryskiwany w stanie półstałym | Aluminium, Magnesium | Doskonałe właściwości mechaniczne |
| Wyciskanie odlewu | Podczas krzepnięcia stosowane jest wysokie ciśnienie | Aluminium | Integralność strukturalna, możliwość obróbki cieplnej |
W przypadku większości zastosowań motoryzacyjnych o dużej objętości, Odlewanie ciśnieniowe aluminium w zimnej komorze jest wyborem domyślnym. Odlewanie ciśnieniowe jest coraz częściej stosowane w przypadku konstrukcyjnych części pojazdów elektrycznych, gdzie wymagana jest spawalność.

Dominacja odlewów ciśnieniowych w produkcji samochodów nie jest przypadkowa. Oferuje kombinację atrybutów wydajności, których konkurencyjne procesy po prostu nie są w stanie odtworzyć na dużą skalę.

Żaden proces produkcyjny nie przebiega bez kompromisów. Zrozumienie ograniczeń odlewania ciśnieniowego pomaga uniknąć kosztownych niespodzianek.

Odlewane ciśnieniowo elementy samochodowe pełnią rolę konstrukcyjną, termiczną, mechaniczną i estetyczną. Proces jest wybierany właśnie dlatego, że w jednej części może jednocześnie spełniać wiele wymagań funkcjonalnych.
Zwrotnice, wsporniki ramy pomocniczej i elementy zawieszenia przenoszą obciążenia dynamiczne i muszą spełniać przekraczające wymagania dotyczące trwałości zmęczeniowej 10 milionów cykli . Odlewy aluminiowe o wytrzymałości na rozciąganie 280–320 MPa spełniają te wymagania, zmniejszając masę o 40–50% w porównaniu do odpowiedników stali.
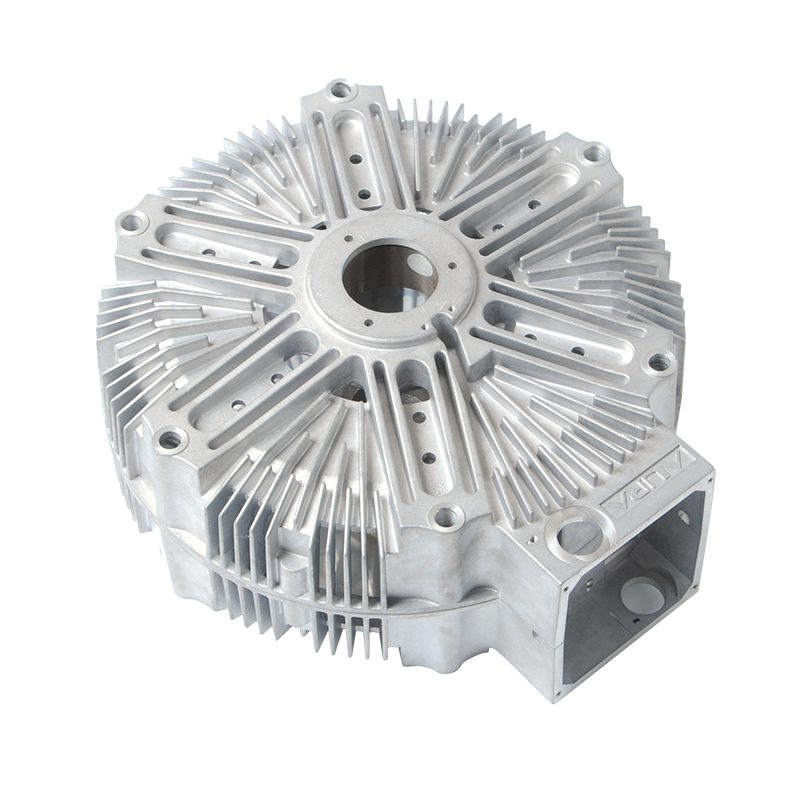
Bloki silników, głowice cylindrów i coraz częściej obudowy akumulatorów pojazdów elektrycznych wykorzystują zdolność odlewów ciśnieniowych do integrowania złożonych kanałów chłodzących bezpośrednio z geometrią części, eliminując zespoły lutowane i zmniejszając opór cieplny.
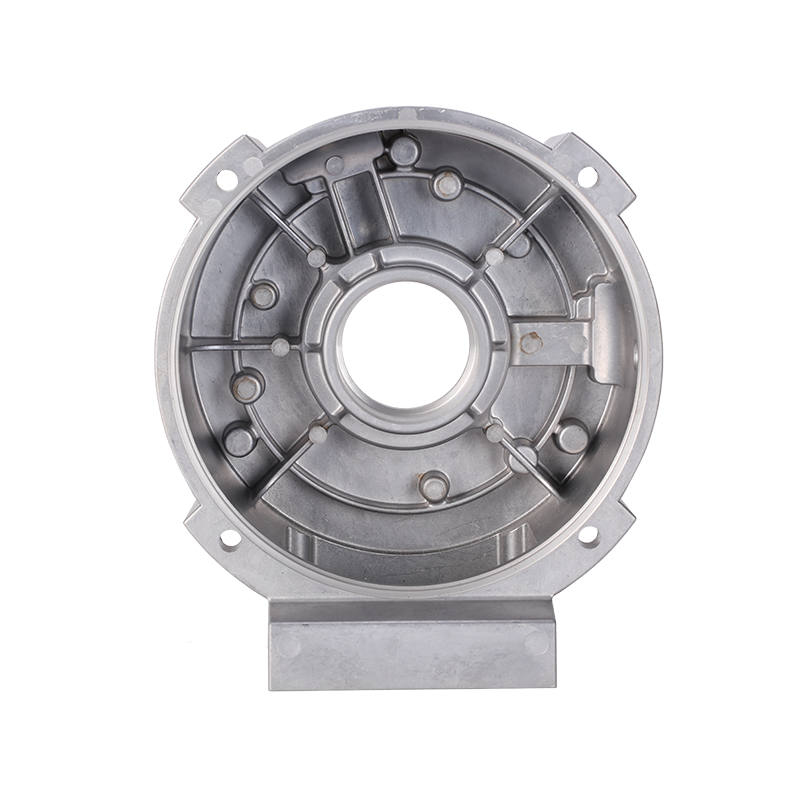
Obudowy przekładni, obudowy mechanizmów różnicowych i korpusy pomp tworzą szczelne obudowy dla płynów pod ciśnieniem. Odlewanie ciśnieniowe zapewnia spójność wymiarową niezbędną do niezawodnego uszczelnienia uszczelki bez konieczności ręcznego montażu.
W nowoczesnych pojazdach obudowy z odlewanego ciśnieniowo aluminium i cynku mieszczą sterowniki, czujniki i złącza, zapewniając ekranowanie EMI, ścieżki uziemiające oraz ochronę przed wibracjami i wnikaniem.
Wybór materiału jest jedną z najważniejszych decyzji w procesie odlewania ciśnieniowego części samochodowych. Każda rodzina stopów oferuje odrębną kombinację właściwości, kosztów i przetwarzalności.
| Stop | Gęstość (g/cm3) | Wytrzymałość na rozciąganie (MPa) | Typowe zastosowania samochodowe |
|---|---|---|---|
| Aluminium A380 | 2.71 | 310 | Bloki silnika, obudowy, wsporniki |
| Aluminium ADC12 | 2.74 | 320 | Obudowy skrzyni biegów, półki na akumulatory EV |
| Magnez AZ91D | 1.81 | 230 | Tablice przyrządów, kierownice |
| Znal cynkowy 3 | 6.60 | 283 | Klamki do drzwi, elementy zamków, łączniki |
| Miedź C83600 | 8.50 | 255 | Zaciski elektryczne, łożyska |
Stopy aluminium dominują w odlewnictwie samochodowym , co stanowi około 80% masy wszystkich odlewów samochodowych. Tendencja do zmniejszania masy pojazdów przyspiesza odchodzenie od cynku i żeliwa na rzecz aluminium – szczególnie w zastosowaniach związanych z układami napędowymi i konstrukcyjnymi.

Pojazdy elektryczne w znaczący sposób zmieniają popyt na odlewy ciśnieniowe. Wyeliminowanie silnika spalinowego eliminuje niektóre tradycyjne zastosowania odlewów (głowice cylindrów, bloki silnika), tworząc jednocześnie znacznie większe możliwości w architekturach specyficznych dla pojazdów elektrycznych.
Producenci pojazdów elektrycznych stosują głównie stopy aluminium o wysokiej ciągliwości które wytrzymują obciążenia zderzeniowe bez pęknięć — jest to wymóg wynikający z przepisów dotyczących ochrony akumulatorów. Stopy takie jak Silafont-36 (AlSi10MnMg), Aural-2 i zastrzeżone kompozycje są zoptymalizowane pod kątem:

Najbardziej rewolucyjnym trendem w odlewaniu pojazdów elektrycznych jest gig-casting — wykorzystanie maszyn o sile zwarcia od 6 000 do 16 000 ton do produkcji masywnych, jednoczęściowych odlewów konstrukcyjnych, które zastępują setki części tłoczonych i spawanych. Na przykład tylne podwozie Modelu Y Tesli konsoliduje się w przybliżeniu 70 pojedynczych części w jednym odlewanym elemencie , skracając czas montażu o 30% i wagę o 10%.
Kluczowe zastosowania odlewania ciśnieniowego pojazdów elektrycznych obejmują:
Globalny rynek odlewów ciśnieniowych pojazdów elektrycznych wyceniono na ok 5,8 miliarda dolarów w 2023 roku i przewiduje się, że do 2032 r. przekroczy 18 miliardów dolarów, na co wpływ będzie miał wskaźnik wykorzystania pojazdów elektrycznych i rozprzestrzenianie się technologii giga-castingu wśród producentów OEM, w tym Volvo, Toyoty i Rivian.

Odlewanie ciśnieniowe jest stosowane w praktycznie każdym układzie pojazdu. Poniżej przedstawiono najważniejsze obszary zastosowań:
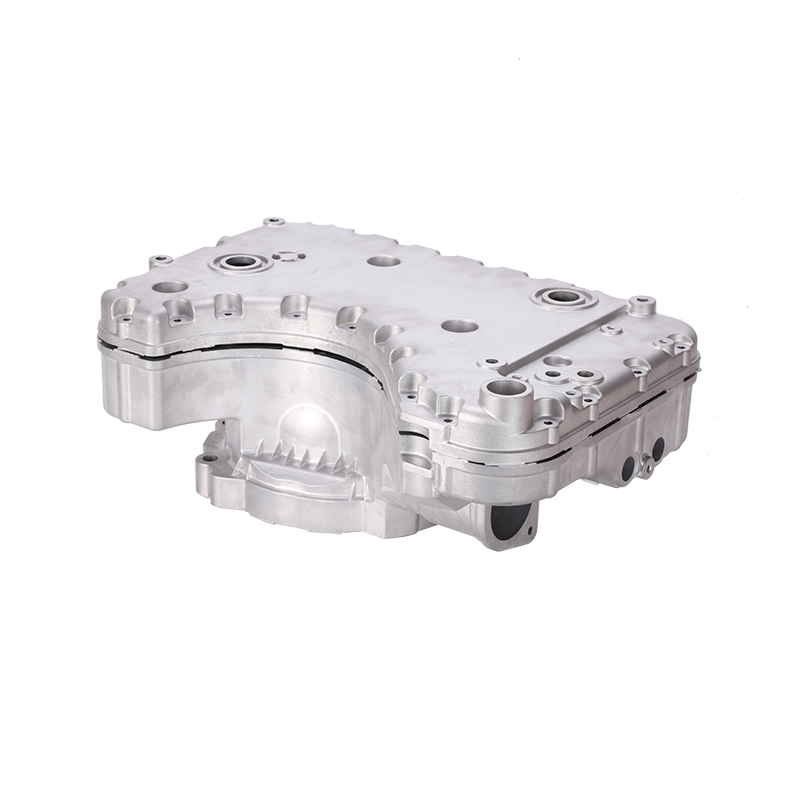
Bloki silnika, głowice cylindrów, miski olejowe, pokrywy rozrządu i obudowy skrzyń biegów od dawna stanowią podstawę odlewnictwa ciśnieniowego w branży motoryzacyjnej. Typowy silnik V6 może zawierać 15–20 elementów odlewanych ciśnieniowo , z których każdy wymaga skomplikowanych tolerancji rdzenia wewnętrznego i wąskich otworów.
Zwrotnice, wsporniki wahaczy i węzły ramy pomocniczej są coraz częściej odlewane ciśnieniowo z aluminium, zastępując kutą stal, aby zmniejszyć masę nieresorowaną. Zmniejszona masa nieresorowana, nawet o 1 kg na zakręt, wymiernie poprawia częstotliwość jazdy i reakcję na prowadzenie.
Klamki drzwi, wsporniki lusterek, regulatory siedzeń i dekoracyjne elementy wykończeniowe są zazwyczaj odlewane ciśnieniowo z cynku, co wykorzystuje zdolność cynku do utrzymywania wąskich tolerancji w cienkich przekrojach ścian 0,4 mm .
Obudowy sprężarek, korpusy pomp, obudowy termostatów i korpusy zaworów do systemów HVAC i systemów chłodzenia są zwykle odlewane ciśnieniowo z aluminium, wybierane ze względu na ich szczelność ciśnieniową i kompatybilność ze składem chemicznym chłodziwa.
Obudowy ECU, wsporniki czujników radarowych i korpusy złączy należą do najszybciej rozwijających się zastosowań w zakresie odlewania ciśnieniowego w nowoczesnych pojazdach, napędzanych przez rozprzestrzenianie się ADAS i podłączonej elektroniki pojazdu.

Większość odlewanych ciśnieniowo części samochodowych wymaga jednej lub więcej operacji wykończeniowych, aby spełnić wymagania funkcjonalne lub estetyczne. Wybór odpowiedniego procesu wykańczania jest równie ważny, jak same parametry odlewu.
Wybór dostawcy to decyzja strategiczna, która wpływa na koszty, jakość i odporność łańcucha dostaw przez cały okres trwania programu. Nie wybieraj wyłącznie na podstawie ceny za sztukę — jakość oprzyrządowania, kontrola procesu i możliwości inżynierii aplikacji są równie ważne.
Oceń zakres tonażu maszyn dostawcy, możliwości projektowania matryc (wewnątrz firmy czy zlecone na zewnątrz) oraz systemy kontroli procesu. W przypadku części konstrukcyjnych pojazdów elektrycznych należy potwierdzić, że posiadają one zdolność do odlewania pod ciśnieniem lub w procesie wyciskania oraz doświadczenie ze stopami o wysokiej plastyczności.
Dostawcy odlewów ciśnieniowych dla branży motoryzacyjnej powinni co najmniej utrzymać IATF 16949 certyfikacji i obsługują proces APQP/PPAP. Poproś o dane dotyczące Cpk (docelowy ≥1,67 dla wymiarów krytycznych) i wskaźniki współczynnika defektów (docelowy ≤50 ppm dla branży motoryzacyjnej Tier 1).
Najlepsi dostawcy angażują się już na wczesnym etapie projektowania, aby zoptymalizować geometrię części pod kątem odlewania, redukując złożoność narzędzia i czas cyklu. Poszukaj udokumentowanych studiów przypadków DFM pokazujących wyniki konsolidacji części lub poprawy plonów.
Dostawcy dysponujący własnymi możliwościami w zakresie obróbki, wykańczania i montażu podzespołów zmniejszają liczbę poziomów i złożoność logistyczną. W przypadku programów globalnych potwierdź, że dostawca dysponuje możliwością obsługi wielu lokalizacji lub kwalifikowanymi źródłami zapasowymi.
Odlewanie ciśnieniowe to doskonały wybór, gdy zbiega się kilka warunków. Aby ocenić dopasowanie, skorzystaj z poniższego schematu:
| Czynnik | Preferowany odlew ciśnieniowy | Rozważ alternatywy |
|---|---|---|
| Roczny wolumen | > 5000 części rocznie | <5 000 (odlewanie piaskowe, druk 3D) |
| Materiał | Al, Zn, Mg, Cu | Stal, tytan, inconel |
| Złożoność geometrii | Złożone, wielofunkcyjne, cienkościenne | Proste kształty pryzmatyczne (obróbka skrawaniem) |
| Krytyczność strukturalna | Umiarkowany do wysokiego (z próżnią) | Najwyższa klasa bezpieczeństwa (kucie) |
| Wymagania dotyczące wykończenia powierzchni | Dopuszczalna Ra 1–3 µm w stanie surowym | Wymagane wykończenie lustrzane (obróbka skrawaniem) |
| Czas na rynek | Akceptowalny czas realizacji oprzyrządowania 8–16 tygodni | Potrzebne tygodnie (druk 3D, obróbka) |
Jeśli Twoja część jest wykonana z aluminium lub cynku i jest produkowana w ilości ponad 10 000 sztuk rocznie i ma kanały wewnętrzne lub złożoną geometrię zewnętrzną, odlewanie ciśnieniowe będzie prawie na pewno najbardziej opłacalną opcją. W przypadku małych ilości produktów o krytycznym znaczeniu dla bezpieczeństwa, wymagających kutej mikrostruktury lub stopów egzotycznych, należy rozważyć alternatywy.

Odlewanie ciśnieniowe cynku pozwala uzyskać ściany tak cienkie jak 0,4–0,6 mm ; aluminium ma zazwyczaj praktyczne minimum 1,0–1,5 mm w przypadku części konstrukcyjnych samochodów. Zbyt cienkie ściany mogą powodować zimne zamknięcia i niepełne wypełnienie.
Zwykle wytwarza się dobrze utrzymana matryca ze stali narzędziowej H13 100 000–500 000 strzałów dla odlewów aluminiowych i do 1 000 000 strzałów dla cynku. Żywotność matrycy zależy w dużym stopniu od geometrii części, temperatury stopu i konstrukcji obwodu chłodzącego.
Standardowe części odlewane pod wysokim ciśnieniem (HPDC) zawierają uwięziony gaz i zazwyczaj tak jest nie spawalny . Części odlewane próżniowo lub odlewane metodą wyciskania przy użyciu stopów o wysokiej ciągliwości (np. Silafont-36) mogą być spawane metodą MIG/TIG i są stosowane w konstrukcyjnych nadwoziach pojazdów elektrycznych.
Giga-casting oznacza wykorzystanie bardzo dużych maszyn do odlewania ciśnieniowego (siła zwarcia 6 000–16 000 ton) do produkcji jednoczęściowych odlewów korpusów konstrukcyjnych. Tesla był pionierem tej techniki z tylnym podwoziem Modelu Y, a konkurenci, w tym Volvo, Toyota, BYD, Geely i Rivian, aktywnie wdrażają podobne procesy.
Przemysłowe promieniowanie rentgenowskie (skanowanie tomograficzne 2D i 3D) to podstawowa metoda kontroli porowatości wewnętrznej w odlewach o istotnym znaczeniu dla bezpieczeństwa. ASTM E505 i ASTM E155 zapewniają referencyjne standardy radiogramów dla akceptowalnych poziomów porowatości w odlewach ciśnieniowych z aluminium i magnezu.
W przypadku typowego odlewu ciśnieniowego aluminium samochodowego należy się spodziewać 16–24 tygodnie od zamrożenia projektu do pierwszych części zatwierdzonych przez PPAP: 8–12 tygodni na produkcję matryc, 2–4 tygodnie na zdjęcia próbne i optymalizację procesu oraz 4–8 tygodni na dokumentację i zatwierdzenie PPAP.
Chropowatość powierzchni odlewu w przypadku odlewów ciśnieniowych z aluminium wynosi zazwyczaj Ra 1,6–3,2 µm na płaskich powierzchniach i Ra 3,2–6,3 µm w obszarach o złożonej geometrii lub w pobliżu miejsc wentylacji. Polerowane powierzchnie matryc mogą osiągnąć Ra 0,8 µm na powierzchniach kosmetycznych.
Czy jesteś gotowy WSPÓŁPRACOWAĆ Z Jieną?
* Twój e -mail jest z nami bezpieczny, nie spamujemy.
Produkty
Informacje kontaktowe
nbjd011@126.com
+86-574-86115705
Nr 58 Mold Road, Daqi Technology Industrial Zone, Beilun District, Ningbo