Etapy procesu odlewania ciśnieniowego: kompletny przewodnik
Odlewanie ciśnieniowe to proces odlewania metalu polegający na wtłaczaniu stopionego metalu pod wysokim ciśnieniem do gniazda formy. Proces składa się z cztery główne etapy: przygotowanie formy, wtrysk metalu, chłodzenie i zestalanie oraz wyrzucanie . Typowy cykl odlewania pod wysokim ciśnieniem kończy się 15 do 90 sekund, w zależności od złożoności części i materiału.
Procedura odlewania ciśnieniowego krok po kroku
1. Przygotowanie formy i mocowanie
Proces odlewania ciśnieniowego rozpoczyna się od przygotowania stalowej formy (matrycy). Obie połówki matrycy są czyszczone, smarowane środkiem antyadhezyjnym i zaciskane razem za pomocą a duża siła zwarcia od 100 do 4000 ton wytrzymać ciśnienie wtrysku. Utrzymuje się odpowiednią temperaturę formy (zwykle 150°C–300°C w przypadku aluminium), aby zapewnić optymalny przepływ metalu i zapobiec przedwczesnemu zestaleniu.
2. Wtrysk roztopionego metalu
Roztopiony metal — zwykle aluminium, cynk lub magnez — jest przenoszony do komory strzałowej i wtłaczany do wnęki matrycy pod wysokie ciśnienie od 1500 do 25 000 psi (10–170 MPa) . Faza wtrysku zwykle trwa 0,05 do 0,15 sekundy do elementów cienkościennych. To szybkie wypełnienie zapobiega tworzeniu się tlenków i zapewnia całkowite wypełnienie ubytku.
3. Chłodzenie i zestalanie
Po wtryśnięciu roztopiony metal szybko się ochładza i twardnieje dzięki systemowi matrycy chłodzonej wodą. Czas chłodzenia zależy od grubości materiału:
- Cienkie skrawki (1–2 mm): 5–10 sekund
- Sekcje średnie (3–5 mm): 10–20 sekund
- Grube sekcje (>5 mm): 20–40 sekund
4. Wyrzucanie i przycinanie
Po zastygnięciu matryca otwiera się i wypychacze wypychają odlew na zewnątrz. Nadmiar materiału (wypływka, wlewy i bramki) jest usuwany poprzez operacje przycinania. Nowoczesne zautomatyzowane systemy mogą to osiągnąć cykle wyrzucania trwające zaledwie 15 sekund do prostych elementów cynkowych.
Analiza czasu cyklu odlewania pod wysokim ciśnieniem
Odlewanie ciśnieniowe (HPDC) jest cenione ze względu na szybkie możliwości produkcyjne. Całkowity czas cyklu jest sumą wielu faz:
| Faza procesu | Prosta część | Część złożona |
|---|---|---|
| Zamykanie i zaciskanie matrycy | 2–3 sekundy | 3–5 sekund |
| Wtrysk metalu | 0,05–0,1 sekundy | 0,1–0,3 sekundy |
| Chłodzenie/zestalanie | 10–15 sekund | 30–60 sekund |
| Otwieranie i wyrzucanie matrycy | 2–3 sekundy | 4–8 sekund |
| Całkowity czas cyklu | 15–25 sekund | 40–90 sekund |
Odlewanie ciśnieniowe cynku zazwyczaj zapewnia krótsze czasy cykli niż aluminium ze względu na niższą temperaturę topnienia cynku (419°C w porównaniu z 660°C) i doskonałą płynność. Składniki cynku często kończą cykle 15–30 sekund w porównaniu do aluminium 30–90 sekund .
Odlewanie ciśnieniowe a odlewanie piaskowe: porównanie procesów
Zrozumienie różnic między odlewaniem ciśnieniowym a odlewaniem piaskowym pomaga producentom wybrać odpowiedni proces:
| Parametr | Odlewanie pod wysokim ciśnieniem | Odlewanie piasku |
|---|---|---|
| Szybkość produkcji | Wysoka (setki na godzinę) | Niski (dziesiątki na godzinę) |
| Wykończenie powierzchni | Znakomicie (Ra 0,8–3,2 µm) | Szorstki (Ra 12,5–25 μm) |
| Dokładność wymiarowa | ±0,1 mm | ±0,5–1 mm |
| Grubość ścianki | Cienki (0,8–3 mm) | Gruby (3–50 mm) |
| Koszt oprzyrządowania | Wysoka (20 000–200 000 USD) | Niski (1000–10 000 USD) |
| Zakres rozmiarów części | Mały i średni (do 20kg) | Mały do bardzo dużego (do kilku ton) |
| Opcje materiałowe | Ograniczona (stopy Al, Zn, Mg, Cu) | Praktycznie nieograniczone (wszystkie metale odlewnicze) |
Wytyczne dotyczące wyboru: Wybierz odlewy ciśnieniowe do produkcji na dużą skalę (> 10 000 sztuk rocznie), wymagającej wąskich tolerancji i doskonałego wykończenia powierzchni. Wybierz odlewanie piaskowe w przypadku produkcji na małą skalę, dużych komponentów lub podczas pracy z metalami żelaznymi, takimi jak żeliwo.
Odlewanie cynku: zalety i zastosowania
Odlew cynkowy oferuje unikalne zalety, które czynią go idealnym do określonych zastosowań:
Kluczowe właściwości materiału
- Niska temperatura topnienia (419°C): Zmniejsza zużycie energii i wydłuża żywotność matrycy (do 1 000 000 strzałów w porównaniu do 100 000 w przypadku aluminium)
- Doskonała płynność: Umożliwia odlewanie ścian o grubości np 0,3 mm ze skomplikowanymi szczegółami
- Wysoka udarność: Stopy cynku wytrzymują Energia uderzenia 50–60 J , przewyższając aluminium i magnez
- Doskonała skrawalność: Łatwiejsza obróbka po odlewaniu w porównaniu do innych metali odlewanych ciśnieniowo
Typowe zastosowania
Odlewy cynkowe dominują w:
- Elementy wnętrza samochodu (klamki, emblematy, listwy dekoracyjne)
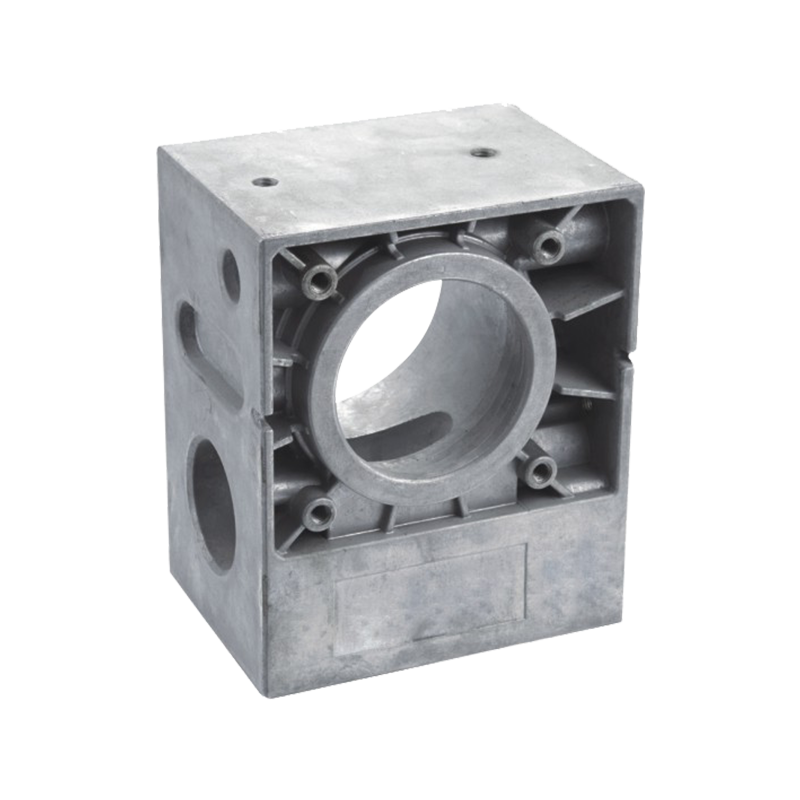
- Obudowy i złącza urządzeń elektronicznych
- Armatura i sprzęt hydrauliczny
- Zabawki i towary konsumpcyjne wymagające dużej szczegółowości
Odlewy ciśnieniowe w przemyśle motoryzacyjnym
Sektor motoryzacyjny stanowi największy rynek odlewów ciśnieniowych, zużywając około 50–60% wszystkich odlewów ciśnieniowych aluminium globalnie. Najnowsze trendy branżowe wskazują na znaczny wzrost zastosowań elementów konstrukcyjnych.
Główne zastosowania motoryzacyjne
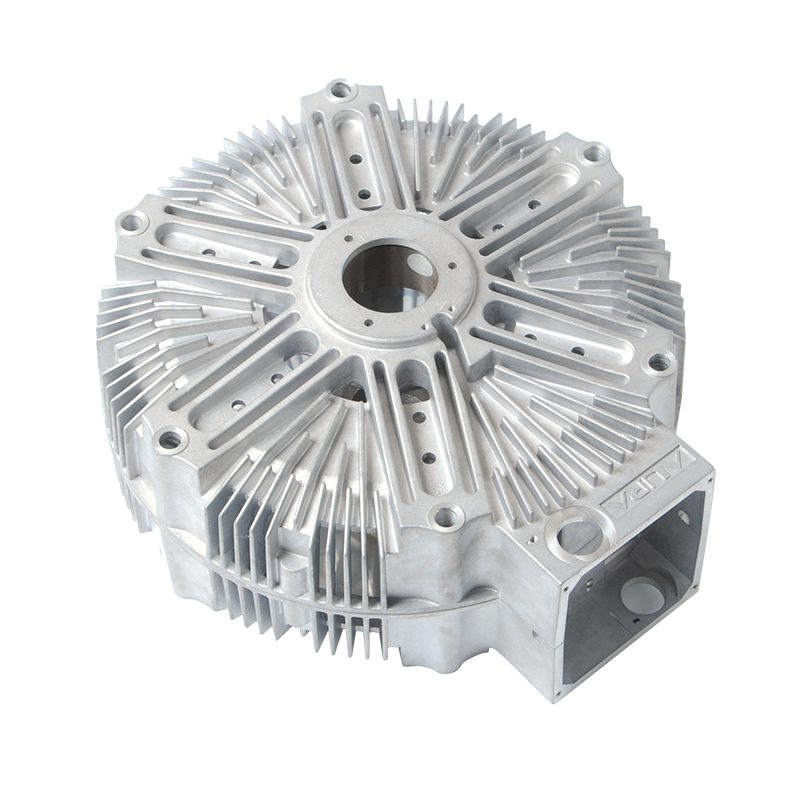
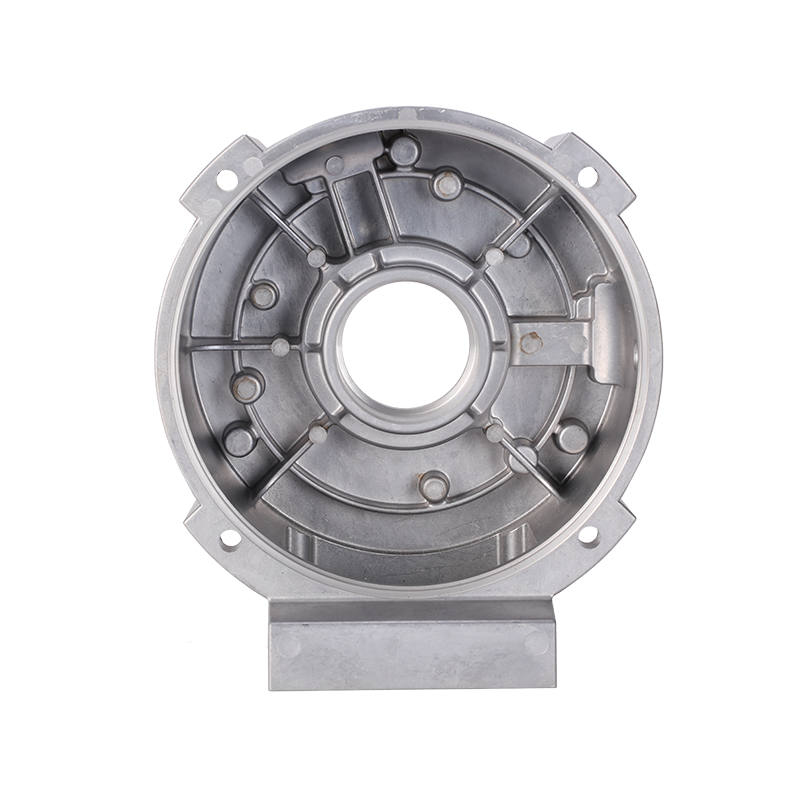
- Obudowy przekładni: Złożone geometrie wymagające szczelnego uszczelnienia
- Bloki silnika i głowice cylindrów: Wysokie wymagania dotyczące przewodności cieplnej
- Elementy konstrukcyjne korpusu: W tylnym podwoziu Modelu Y Tesli zastosowano m.in Maszyna do odlewania ciśnieniowego o masie 6000 ton wyprodukowanie jednego elementu zastępującego 70 tłoczonych elementów
- Części układu kierowniczego i zawieszenia: Wysokie wymagania dotyczące stosunku wytrzymałości do masy
Trendy branżowe
Przejście na pojazdy elektryczne (EV) wzrosło zapotrzebowanie na odlewy ciśnieniowe na:
- Obudowy i półki akumulatorów: Duże cienkościenne konstrukcje wymagające ekranowania elektromagnetycznego
- Obudowy silników: Precyzyjna integracja kanałów chłodzących
- Technologia megacastingu: Odlewy jednoczęściowe skracające czas montażu o 30–40% i waga wg 10–20%
Wybór producenta odlewów ciśnieniowych: kluczowe kryteria
Pozyskując usługi odlewania ciśnieniowego, oceniaj producentów na podstawie następujących kluczowych czynników:
Możliwości techniczne
- Zakres tonażu maszyny: Upewnij się, że wydajność odpowiada rozmiarowi części (typowy zakres: 180–4 000 ton)
- Wiedza materiałowa: Zweryfikuj doświadczenia z konkretnym stopem (Al-Si-Cu, stopy cynku Zamak, magnez AZ91D)
- Certyfikaty jakości: ISO 9001, IATF 16949 dla motoryzacji, AS9100 dla przemysłu lotniczego
- Własny projekt oprzyrządowania: Skraca czas realizacji o 20–30% w porównaniu do zewnętrznej produkcji matryc
Metryki produkcyjne do sprawdzenia
| Metryczne | Standard branżowy | Cel o wysokiej wydajności |
|---|---|---|
| Wydajność pierwszego przejścia | 85–90% | >95% |
| Stopień defektu porowatości | <2% | <0,5% |
| Wymiarowe CPK | >1,33 | >1,67 |
| Czas realizacji oprzyrządowania | 12–16 tygodni | 8–10 tygodni |
Często zadawane pytania dotyczące czystych wymazów w operacjach odlewania ciśnieniowego
Dlaczego czyste wymazy są niezbędne w odlewnictwie ciśnieniowym?
Czyste wymazy odgrywają kluczową rolę w utrzymaniu jakości odlewów ciśnieniowych i zapobieganiu defektom. Są używane do:
- Czyszczenie powierzchni matrycy: Usuwanie pozostałości środków antyadhezyjnych, osadów tlenku glinu i pozostałości smaru pomiędzy cyklami
- Konserwacja komory strzałowej: Czyszczenie końcówek i tulei tłoków, aby zapobiec lutowaniu (przywieranie aluminium do powierzchni stalowych)
- Oczyszczanie układu odpowietrzającego: Usuwanie zatorów powodujących defekty porowatości gazu
Zalecane typy wymazów do odlewania ciśnieniowego
- Wymazówki odporne na wysoką temperaturę: Wytrzymuje temperatury powierzchni matrycy do 350°C bez degradacji włókien
- Niestrzępiące się waciki przemysłowe: Waciki poliestrowe lub piankowe, które nie pozostawiają resztek włókien, które mogłyby powodować wtrącenia
- Wymazówki wykrywające metal: Do zastosowań związanych z żywnością lub krytycznych zastosowań związanych z bezpieczeństwem, gdzie należy wyeliminować zanieczyszczenie ciałami obcymi
Najlepsze praktyki dotyczące stosowania wymazów
Wdrożyj te procedury, aby zmaksymalizować skuteczność:
- Aby zapobiec zanieczyszczeniu krzyżowemu, należy używać specjalnych wymazówek do różnych obszarów matrycy (wnęka lub komora wtryskowa).
- Wymień wymazówki co 4–6 godzin ciągłej pracy lub gdy pojawią się widoczne zanieczyszczenia
- Zastosuj kompatybilne rozpuszczalniki czyszczące (alkohol izopropylowy do lekkiego czyszczenia, specjalistyczne środki do usuwania matrycy do ciężkich osadów)
- Dokumentuj częstotliwość czyszczenia w dziennikach kontroli procesu, aby zapewnić identyfikowalność jakości
Wpływ na efektywność produkcji
Właściwa konserwacja wymazówki ma bezpośredni wpływ na wskaźniki operacyjne:
- Zmniejszony wskaźnik złomowania: Czyste matryce produkują 15–25% mniej części z wadami powierzchniowymi
- Wydłużona żywotność matrycy: Regularne czyszczenie zapobiega korozji i erozji, przedłużając żywotność matrycy 20–30%
- Krótszy czas przestojów konserwacyjnych: Czyszczenie zapobiegawcze ogranicza liczbę nieplanowanych przestojów 40% w porównaniu do protokołów czyszczenia reaktywnego