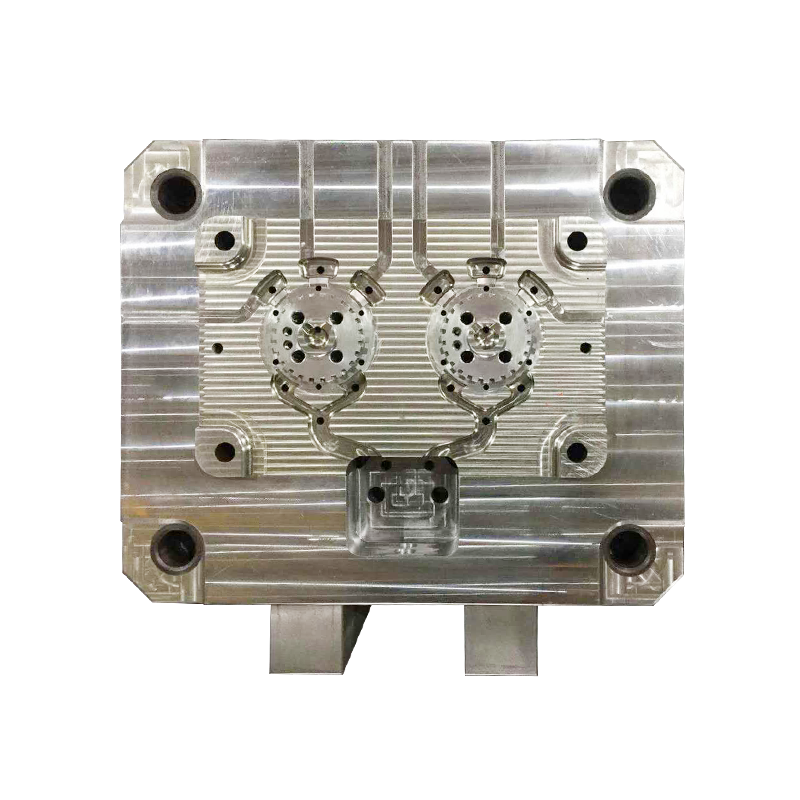
Co to jest forma odlewnicza?
A forma odlewnicza to precyzyjnie zaprojektowane narzędzie metalowe, które kształtuje roztopiony metal pod wysokim ciśnieniem (zwykle od 1500 do 25 000 psi) w złożone elementy o siatkowym kształcie z tolerancjami tak wąskimi jak ± 0,002 cala (± 0,05 mm). Służy jako krytyczny interfejs pomiędzy maszyną odlewniczą a produktem końcowym, określając jakość części, dokładność wymiarową i wydajność produkcji.
W przeciwieństwie do odlewania piaskowego lub odlewania metodą traconą, formy do odlewania ciśnieniowego są narzędziami wielokrotnego użytku które mogą wytworzyć 100 000 do 1 000 000 strzałów przed koniecznością wymiany, w zależności od materiał i projekt. Forma składa się z dwóch połówek – nieruchomej matrycy przykrywającej i ruchomej matrycy wypychającej – które blisko siebie tworzą wnękę pasującą do pożądanej geometrii części.
Kluczowa charakterystyka
- Materiał: Stale narzędziowe klasy premium, takie jak H13 (1.2344), 8407 lub DIEVAR, poddane obróbce cieplnej do 44-48 HRC w celu uzyskania optymalnej równowagi twardości i wytrzymałości.
- Temperatura pracy: Temperatury powierzchni wnęki wahają się od 300°F do 500°F (150°C do 260°C) w przypadku aluminium i do 700°F (370°C) w przypadku stopów cynku.
- Czas cyklu: Typowe cykle produkcyjne trwają od 30 sekund do 2 minut i umożliwiają produkcję na dużą skalę od 500 do 2000 zdjęć dziennie.
Podstawowe elementy konstrukcyjne formy odlewniczej
Integralność funkcjonalna formy odlewniczej opiera się na współdziałaniu sześciu podstawowych systemów komponentów. Każdy komponent jest odpowiedzią na specyficzne wyzwania termiczne, mechaniczne i operacyjne nieodłącznie związane z wtryskiem metalu pod wysokim ciśnieniem.
| Komponent | Funkcja | Krytyczne specyfikacje |
|---|---|---|
| Wnęka i rdzenie | Zdefiniuj geometrię części i cechy wewnętrzne | Tolerancja: ±0,001 cala; Wykończenie powierzchni: 16-32 μin Ra |
| Tuleja wlewowa | Odprowadzić roztopiony metal z dyszy maszyny | Hartowany do 50-52 HRC; Kąt pochylenia 3-5° |
| System biegacza | Rozprowadź metal do bramek wnękowych | Przekrój trapezowy; Prędkość: 30-60 m/s |
| Kanały chłodzące | Regulują równowagę cieplną i krzepnięcie | Średnica: 8-12mm; Odległość od wnęki: 1,5-3× średnica |
| System wyrzutowy | Usuń zestalony odlew z formy | Średnica sworznia: 3-8mm; stożek 1-3°; Typowo 20-30 pinów |
| System wentylacyjny | Wypuść powietrze i zapobiegnij porowatości gazu | Głębokość: 0,05-0,15 mm; Całkowita powierzchnia otworu wentylacyjnego: 20-30% powierzchni bramy |
Architektura zarządzania ciepłem
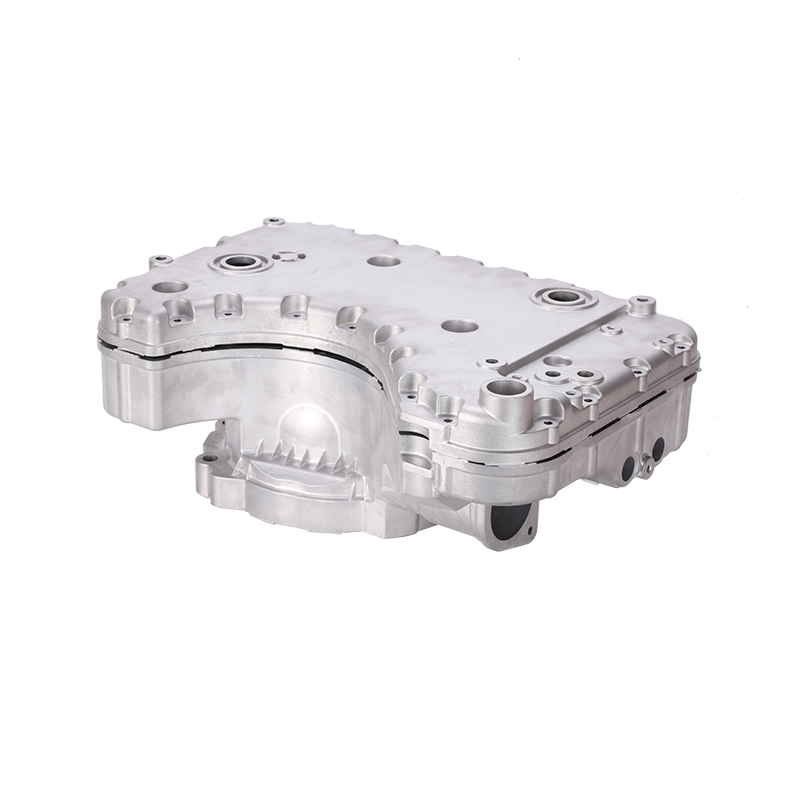
Sieć kanałów chłodzących stanowi najbardziej złożone wyzwanie projektowe. Niewłaściwe chłodzenie jest przyczyną 60-70% wad jakościowych związanych z pleśnią. Nowoczesne formy wykorzystują konforemne kanały chłodzące, które dopasowują się do konturów wnęki, skracając czas cykli o 20–40% w porównaniu z tradycyjnymi kanałami nawiercanymi prosto. Na przykład forma obudowy skrzyni biegów z chłodzeniem konformalnym pozwoliła skrócić czas cyklu z 85 sekund do 52 sekund, poprawiając jednocześnie spójność wymiarową o 35%.
Typowe usterki i rozwiązywanie problemów
Około 85% wad odlewów ciśnieniowych wynika z problemów związanych z formami, a nie z parametrów maszyny lub jakości materiału. Zrozumienie przyczyn źródłowych umożliwia szybką diagnozę i podjęcie działań naprawczych.
Porowatość i uwięzienie gazu
Poziomy porowatości przekraczające 3-5% objętościowych zazwyczaj powodują, że części nie nadają się do zastosowań konstrukcyjnych. Podstawowe przyczyny obejmują niewystarczającą wentylację (otwory zatkane pozostałościami smaru lub nagromadzonym aluminium), nadmierną prędkość wtrysku powodującą turbulencje oraz złą konstrukcję wlewu tworzącą kieszenie powietrzne. Etapy rozwiązywania problemów: zwiększyć głębokość odpowietrznika do 0,10–0,15 mm, zmniejszyć prędkość tłoka z 4 m/s do 2,5 m/s podczas fazy napełniania jamy i przenieść przewężki, aby uniknąć uwięzionych stref powietrza.
Oznaczenia zimnego zamknięcia i przepływu
Zimne zamknięcia mają miejsce, gdy dwa metalowe fronty spotykają się poniżej temperatury topnienia (około 1100°F/593°C dla aluminium). Zwiększenie temperatury formy o 28°C często eliminuje zimne wyłączenia bez zmiany parametrów. Upewnij się, że kanały chłodzące utrzymują jednorodność ±5°F (±3°C) na powierzchni wnęki. Ślady płynięcia wskazują na przedwczesne zestalenie; rozwiązania obejmują podniesienie temperatury metalu o 25-50°F (14-28°C) lub zwiększenie grubości bramy o 0,5-1,0 mm.
Niedokładność wymiarowa
Stopy aluminium kurczą się podczas krzepnięcia o 4,5-5,5%; stopy cynku kurczą się o 0,6-0,8%. Projektanci form muszą kompensować tolerancją skurczu precyzyjnie dostosowaną do składu stopu. Na przykład aluminium A380 wymaga 5,0% liniowej kompensacji skurczu, podczas gdy cynk Zamak 3 wymaga tylko 0,7%. Dryft wymiarowy podczas produkcji często wskazuje na brak równowagi termicznej — sprawdź, czy natężenie przepływu w kanale chłodzącym przekracza 2 galony na minutę (7,6 l/min) na obwód.
Dlaczego w pleśni powstają zadziory i pęknięcia
Zadziory (wypływki) i pęknięcia to dwa najbardziej kosztowne rodzaje uszkodzeń form, odpowiedzialne za 45% nieplanowanych konserwacji form. Aby zapobiegać, niezbędne jest zrozumienie ich pochodzenia metalurgicznego i mechanicznego.
Mechanizm powstawania zadziorów
Zadziory powstają, gdy stopiony metal przenika przez szczeliny pomiędzy współpracującymi powierzchniami o średnicy przekraczającej 0,05 mm (0,002 cala). Grubość wypływki wzrasta wykładniczo wraz z rozmiarem szczeliny: szczelina 0,10 mm wytwarza wypływkę 4 razy grubszą niż szczelina 0,05 mm. Do głównych przyczyn należą:
- Niedobór siły mocowania: Niewystarczający tonaż maszyny umożliwia separację formy. Wymagana siła mocowania = powierzchnia rzutowanej części (cale) × ciśnienie wtrysku (psi) × współczynnik bezpieczeństwa (1,2–1,5).
- Zużycie linii podziału: Po 50 000–100 000 cykli na powierzchniach linii podziału rozwija się mikroerozja na skutek cykli termicznych i przepływu metalu ściernego, tworząc ścieżki nieszczelności.
- Zniekształcenie termiczne: Nierównomierne ogrzewanie powoduje wyginanie się o 0,02–0,08 mm w dużych formach (ponad 20 cali), otwierając szczeliny w rogach.
Dynamika propagacji pęknięć
Kontrola cieplna (pękanie zmęczeniowe cieplne) rozpoczyna się po 5 000–20 000 cykli w strefach o wysokiej temperaturze i rozprzestrzenia się w tempie 0,1–0,5 mm na 1000 cykli. Mechanizm obejmuje cykliczne naprężenia termiczne: powierzchnie wnęki nagrzewają się do 600-800°F (315-427°C) podczas wtryskiwania, a następnie hartują do 300-400°F (150-200°C) podczas chłodzenia. Ta zmiana temperatury wynosząca 300-400°F powoduje naprężenia ściskające podczas ogrzewania i naprężenia rozciągające podczas chłodzenia, przekraczające granicę zmęczenia materiału.
Lokalizacje pęknięć koncentrują się w:
- Ostre narożniki wewnętrzne (współczynnik koncentracji naprężeń K t > 3,0)
- Obszary bramy narażone na bezpośrednie uderzenie stopionego metalu z prędkością 30–60 m/s
- Profile cienkościenne (<3mm) z szybkim odprowadzaniem ciepła
- Otwory na kołki wypychacza tworzą piony naprężeniowe
Wydłużenie żywotności formy odlewniczej
Wdrożenie kompleksowych strategii wydłużania żywotności formy może zwiększyć trwałość formy ze 100 000 do 300 000 wtrysków, zmniejszając koszty oprzyrządowania w przeliczeniu na część o 60–70%.
Wybór materiału i obróbka cieplna
Stal Premium H13 poddana przetopowi elektrożużlowemu (ESR) redukuje wtrącenia niemetaliczne o 90%, wydłużając czas inicjacji pęknięć o 40%. Zoptymalizuj obróbkę cieplną, aby uzyskać twardość 46-48 HRC przy zawartości austenitu szczątkowego 12-14% dla optymalnej wytrzymałości. Azotowanie jonowe do głębokości 0,15-0,25 mm zwiększa twardość powierzchni do 65-70 HRC, zapobiegając erozji, zachowując jednocześnie plastyczne podłoże.
Protokoły zarządzania temperaturą
Utrzymuj temperaturę powierzchni wnęki w zakresie ±15°F (±8°C) od wartości docelowej, korzystając ze sterowania chłodzeniem w zamkniętej pętli. Zastosowanie chłodzenia impulsowego (przerywany przepływ chłodziwa) zmniejsza szok termiczny o 30% w porównaniu z przepływem ciągłym. Rozgrzej formy do 250-350°F (120-175°C) przed rozpoczęciem produkcji, aby zminimalizować początkowy szok termiczny; uruchomienie „na zimno” zmniejsza oczekiwaną żywotność o 25-30%.
Konserwacja i inżynieria powierzchni
Planowana konserwacja co 10 000–15 000 strzałów zapobiega katastrofalnym awariom. Kluczowe praktyki obejmują:
- Zatrzymanie pęknięć: Zeszlifować pęknięcia termiczne o głębokości przekraczającej 0,5 mm i naprawić za pomocą spawania TIG z użyciem odpowiedniego materiału wypełniającego, a następnie odpuszczać w temperaturze 25°F (14°C) poniżej pierwotnej temperatury odpuszczania.
- Powłoki powierzchniowe: Powłoki metodą fizycznego osadzania gazowego (PVD) TiAlN lub CrN (o grubości 2–4 μm) zmniejszają lutowanie aluminium o 80% i wydłużają okresy między cyklami polerowania z 5 000 do 15 000 strzałów.
- Optymalizacja smarowania: Nakładać lubrykanty na bazie wody w proporcji rozcieńczenia 1:80-1:120; Nadmierna ilość smaru powoduje nawarstwianie się i porowatość, natomiast niedostateczna aplikacja przyspiesza erozję.
Projekt zapewniający długowieczność
Decyzje projektowe determinują 70% potencjału żywotności formy. Krytyczne wytyczne:
- Zachowaj promień minimum 1,5 mm we wszystkich narożnikach wewnętrznych (zmniejsza koncentrację naprężeń o 60%)
- Ogranicz stosunek długości do średnicy rdzenia do 4:1, aby zapobiec wypływowi wywołanemu ugięciem
- Umieścić kanały chłodzące o średnicy 1,5–2,0× od powierzchni wnęki, aby zapewnić optymalne odprowadzanie ciepła bez osłabienia konstrukcji
Często zadawane pytania dotyczące form odlewniczych
Jaki jest typowy zakres kosztów formy odlewniczej?
Koszty form do odlewania ciśnieniowego wahają się od 15 000 USD za proste części cynkowe do 250 000 USD za złożone obudowy przekładni samochodowych. Formy aluminiowe kosztują zazwyczaj 20–30% więcej niż formy cynkowe ze względu na wyższe naprężenia termiczne wymagające solidniejszej konstrukcji. Formy prototypowe wykorzystujące stal P20 (zamiast H13) zmniejszają koszty początkowe o 40-50%, ale ograniczają produkcję do 10 000-20 000 strzałów.
Jak długo trwa produkcja formy odlewniczej?
Standardowy czas realizacji form to 8-16 tygodni, w zależności od złożoności: proste formy dwupłytowe wymagają 6-8 tygodni, natomiast skomplikowane prowadnice i mechanizmy odkręcające wydłużają terminy do 14-20 tygodni. Programy Rush wykorzystujące operacje obróbki równoległej mogą zmniejszyć ten problem o 30-40% przy 15-25% wzroście kosztów.
Czy formy odlewnicze można modyfikować po początkowej produkcji?
Modyfikacje są wykonalne, ale kosztowne: spawanie i ponowna obróbka powierzchni wnęki kosztuje 15-25% pierwotnej ceny formy, podczas dodawania prowadnic lub zmiany linii podziału często przekracza 50% kosztów początkowych. Konstrukcja do zmian (wymienne wkładki) umożliwia aktualizację geometrii za 5-10% kosztu formy. Zaplanuj 2–3 zlecenia zmian inżynieryjnych (ECO) w trakcie cyklu życia produktu.
Jaka jest różnica między konwencjonalnymi i próżniowymi formami odlewniczymi?
Formy do odlewania ciśnieniowego obejmują uszczelnione linie podziału i systemy odpowietrzające zdolne do osiągnięcia ciśnienia we wnęce < 50 mbar, zmniejszenie porowatości z 3-5% do <1% i umożliwienie odlewów poddawanych obróbce cieplnej. Dodatkowe koszty obejmują zawory próżniowe (2000–5000 USD), uszczelnione systemy wyrzutników i precyzyjne tolerancje obróbki (± 0,01 mm na powierzchniach podziału). Formy próżniowe są niezbędne w przypadku konstrukcyjnych elementów samochodowych wymagających obróbki cieplnej T6.
Jak ustalić, kiedy żywotność formy dobiegła końca?
Kryteria wycofania z eksploatacji obejmują: odchylenie wymiarowe przekraczające zakresy tolerancji (zwykle ± 0,005 cala), gęstość pęknięć przekraczającą 5 pęknięć na cal kwadratowy w obszarach krytycznych lub koszty naprawy przekraczające 40% kosztu wymiany. Wiele form przechodzi 3–5 poważnych renowacji (spawanie, ponowna obróbka, ponowne azotowanie) przed wycofaniem z eksploatacji, co wydłuża całkowitą żywotność do 500 000 strzałów. Śledź skumulowane koszty napraw; gdy roczna konserwacja przekracza amortyzację nowej formy, wymiana jest uzasadniona ekonomicznie.