Zdobądź wycenę
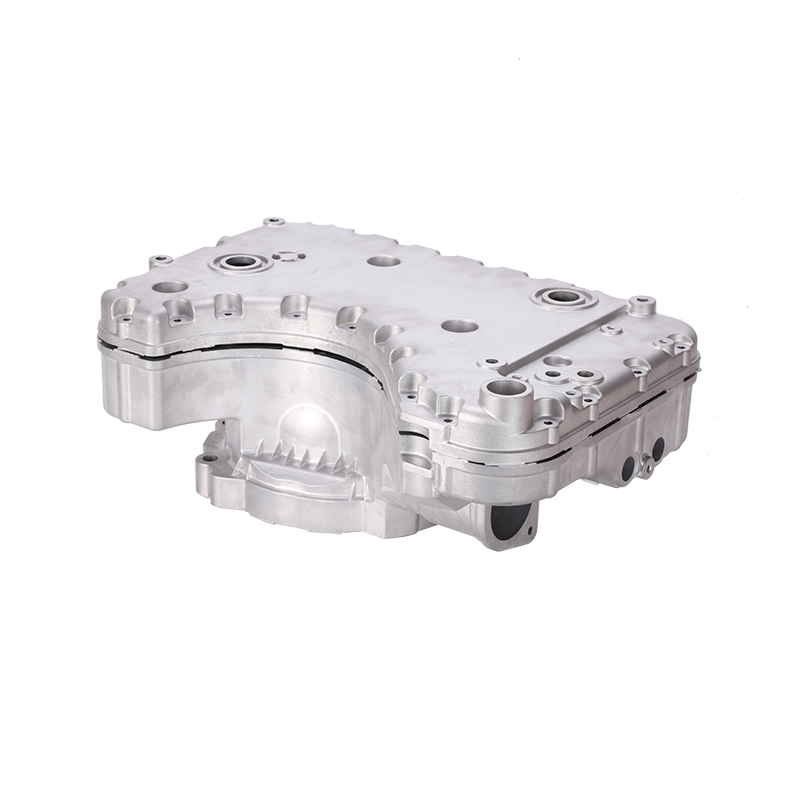
1. Wysokie wykorzystanie materiału i lekkość
Odlewanie ciśnieniowe wtryskuje stopiony stop aluminium do wnęki formy z dużą prędkością, osiągając prawie 100% wypełnienia, minimalizując straty półproduktów i osiągając wysokie wykorzystanie materiału.
W porównaniu z tradycyjnym odlewaniem lub tłoczeniem, odlewy ciśnieniowe oferują jednolitą grubość ścianek, znacznie zmniejszając wagę elementu przy jednoczesnym zachowaniu wytrzymałości, spełniając wymagania dotyczące lekkości nowoczesnych skrzyń biegów.
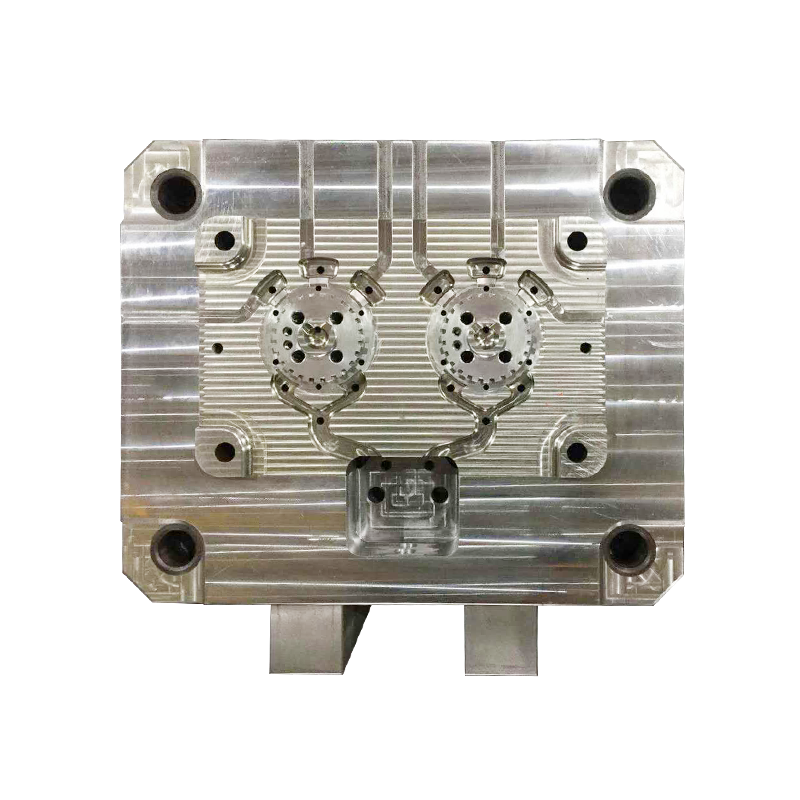
2. Złożone struktury uzyskiwane w jednym procesie formowania
Dzięki precyzyjnemu projektowaniu form przy użyciu CAD/CAE, odlewanie ciśnieniowe może wytwarzać złożone geometrie, takie jak wiele otworów, żeber, gwintów i otworów ustalających, w jednym procesie, eliminując potrzebę późniejszej obróbki wtórnej.
Jest to szczególnie istotne w przypadku wewnętrznych kanałów olejowych, żeber odprowadzających ciepło i konstrukcji pozycjonujących montaż w odlewach ciśnieniowych skrzyni biegów, co poprawia integrację produktu.
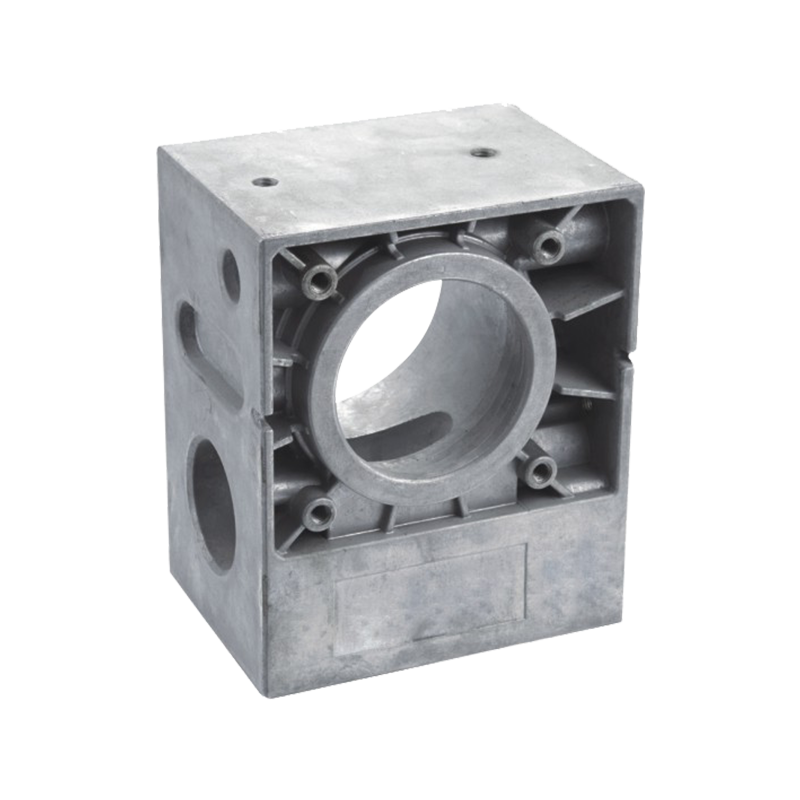
3. Wysoka wydajność produkcji i zalety kosztowe
Zautomatyzowane maszyny do odlewania ciśnieniowego oferują krótkie czasy cykli (zwykle 30–60 sekund na część), umożliwiając ciągłą produkcję na dużą skalę. Koszt jednej części znacznie spada wraz ze wzrostem wydajności. Minimalna ręczna interwencja i długa żywotność matrycy (do dziesiątek tysięcy cykli) sprawiają, że odlewanie ciśnieniowe obudów przekładni jest wysoce konkurencyjne na rynku światowym.
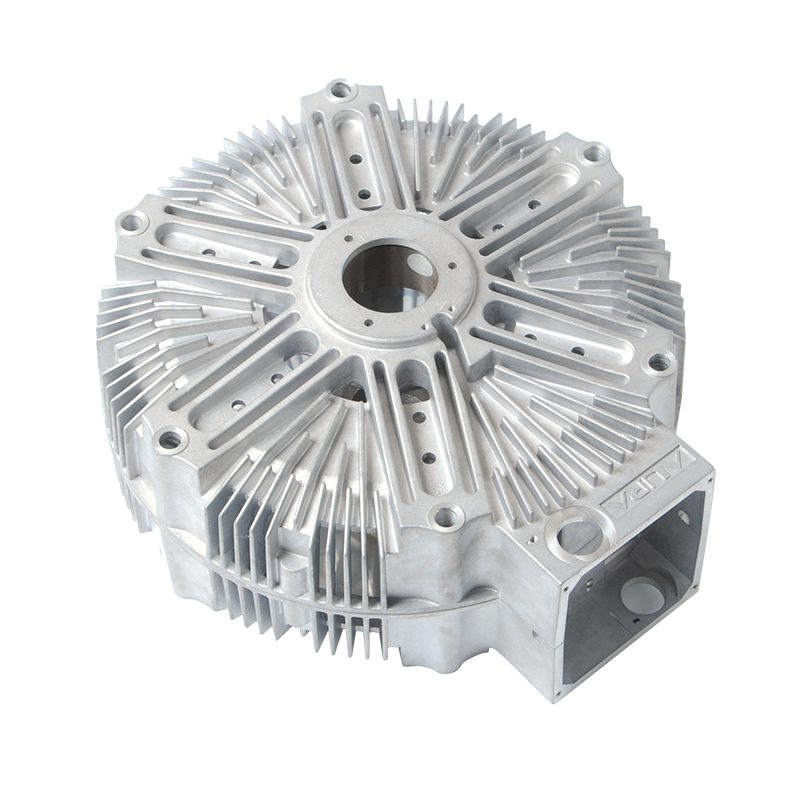
4. Doskonałe właściwości mechaniczne
Odlewy ciśnieniowe ze stopów aluminium zapewniają doskonałą wytrzymałość, sztywność i odporność na ciepło, spełniając wymagania robocze przekładni przy dużych prędkościach i dużych obciążeniach.
Późniejsza obróbka cieplna i obróbka powierzchniowa mogą jeszcze bardziej zwiększyć ich twardość i odporność na korozję, zapewniając długotrwałe i niezawodne działanie.
W jaki sposób przeprowadza się obróbkę cieplną lub obróbkę powierzchniową w celu poprawy wytrzymałości i odporności na korozję?
1. Leczenie roztworem Sztuczne starzenie (system T6)
Odlew ciśnieniowy podgrzewa się do temperatury rozpuszczania stopu (około 530°C), utrzymuje przez określony czas, a następnie szybko schładza w celu wyeliminowania naprężeń wewnętrznych odlewu i ujednorodnienia struktury.
Późniejsze sztuczne starzenie w temperaturze 150–200°C równomiernie rozprowadza wytrąconą fazę, znacznie poprawiając granicę plastyczności i wytrzymałość na rozciąganie. 2. Nawęglanie lub azotowanie Hartowanie powierzchniowe
Węgiel lub azot infiltruje powierzchnię odlewu w niskotemperaturowej atmosferze nawęglania lub azotowania, tworząc twardą warstwę nawęglania.
Możliwość kontrolowania grubości warstwy nawęglania (zwykle 0,1–0,3 mm), co znacznie poprawia twardość powierzchni i odporność na zużycie. Nadaje się do obudów skrzyń biegów narażonych na duże tarcie.
3. Anodowanie (twarde anodowe)
Na powierzchni stopu aluminium w wyniku elektrolizy tworzy się gęsta warstwa tlenku glinu (o grubości 10–25 µm). Folia ta jest twarda, odporna na zużycie i ma dobre właściwości izolacji elektrycznej.
Anodowanie zapewnia również różnorodność kolorów dekoracyjnych, poprawiając wygląd produktu, jednocześnie zwiększając odporność na korozję.
4. Powłoka antykorozyjna (fosforanowanie, malowanie, malowanie proszkowe)
Fosforanowanie tworzy na powierzchni metalu jednolitą warstwę fosforanową, poprawiającą przyczepność kolejnych powłok i zapewniającą wstępną ochronę przed rdzą.
Malowanie lub malowanie proszkowe tworzy na powierzchni gęstą organiczną warstwę ochronną, która blokuje wilgoć i media korozyjne, przedłużając żywotność odlewanych ciśnieniowo obudów skrzyni biegów.
Czy jesteś gotowy WSPÓŁPRACOWAĆ Z Jieną?
* Twój e -mail jest z nami bezpieczny, nie spamujemy.
Produkty
Informacje kontaktowe
nbjd011@126.com
+86-574-86115705
Nr 58 Mold Road, Daqi Technology Industrial Zone, Beilun District, Ningbo