Zdobądź wycenę
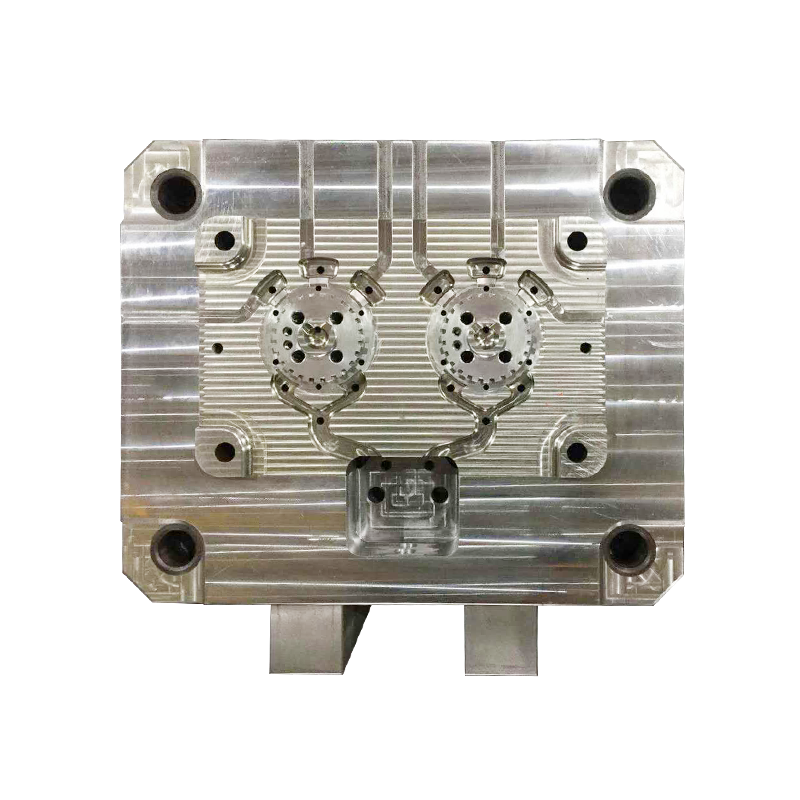
Produkcja forma odlewnicza jest procesem precyzyjnym i złożonym. Mówiąc najprościej, polega to na stworzeniu „metalowej formy”, którą można wielokrotnie wypełniać roztopionym metalem w celu wytworzenia metalowych części.
Przed rozpoczęciem pracy należy jasno określić wygląd formy. Projektanci zaplanują część formy w oparciu o kształt produktu końcowego.
Wybór linii podziału: Określenie, gdzie forma się „otworzy”, aby umożliwić łatwe usunięcie części.
Projekt systemu prowadnic: Zaprojektowanie ścieżki, przez którą roztopiony metal wchodzi do formy, podobnie jak budowanie drogi dla roztopionego metalu, zapewniając szybkie i równomierne wypełnienie każdego narożnika.
System wyrzucania: Zaprojektowanie kołków wypychaczy zapewniających płynne wyrzucanie części po schłodzeniu.
W całym procesie projektowania kluczowym krokiem jest analiza przepływu formy. To jakby przeprowadzić „wirtualną próbę” na komputerze przed rozpoczęciem właściwej produkcji, aby zobaczyć, jak roztopiony metal przepływa w formie.
Analiza przepływu formy (symulacja komputerowa)
Przed sfinalizowaniem projektu technicy zaimportują model 3D formy odlewniczej do specjalistycznego oprogramowania analitycznego w celu przeprowadzenia symulacji.
Symulacja procesu napełniania: pozwala obserwować, czy stopiony metal płynnie przepływa do formy, czy utknie w niektórych rogach lub gdzie występują turbulencje. Pomaga nam to z wyprzedzeniem określić, czy dana część będzie miała wady, takie jak niekompletne wypełnienie lub puste przestrzenie.
Przewidywanie lokalizacji porowatości: Płynny metal wypycha powietrze z formy. Dzięki analizie możemy przewidzieć, dokąd zostanie wciśnięte powietrze, co pozwala nam precyzyjnie utworzyć otwory wentylacyjne w tych miejscach, aby zapobiec irytującym małym pęcherzykom wewnątrz części.
Optymalizacja równowagi temperatur: analizuje, które obszary formy stają się szczególnie gorące, a które zbyt zimne podczas ciągłej pracy. Na podstawie tych wyników możemy przestawić rury wody chłodzącej, aby zapewnić równomierne nagrzewanie całej formy odlewniczej, zapobiegając skurczowi i deformacji części po schłodzeniu.
Na tym etapie możemy rozwiązać potencjalne problemy przed marnowaniem stali lub stopionego metalu, oszczędzając nam kłopotów związanych z późniejszymi powtarzającymi się modyfikacjami form.
Ponieważ formy do odlewania ciśnieniowego muszą wytrzymywać stopiony metal o wysokiej temperaturze (taki jak stopy aluminium i stopy cynku), należy zastosować specjalną stal żaroodporną i odporną na ciśnienie.
Wybór materiału: Zwykle wybiera się stal formierską o wysokiej wytrzymałości.
Obróbka zgrubna: przy użyciu dużych obrabiarek pociąć wlewek stalowy na bloki zbliżone do ostatecznego kształtu, usuwając większość nadmiaru materiału i pozostawiając naddatek na późniejszą precyzyjną obróbkę.
Stal po obróbce zgrubnej nie jest jeszcze wystarczająco twarda.
W wyniku procesu nagrzewania w wysokiej temperaturze i szybkiego chłodzenia zmienia się wewnętrzna struktura stali, czyniąc ją bardzo twardą i odporną na zużycie, dzięki czemu nie będzie się odkształcać podczas tysięcy kolejnych cyklów odlewania ciśnieniowego.
Jest to kluczowy krok w określeniu precyzji formy.
Frezowanie precyzyjne: użycie bardziej precyzyjnych obrabiarek do dokładnego cięcia powierzchni formy.
Obróbka elektroerozyjna (EDM): W przypadku głębokich otworów, kątów prostych lub skomplikowanych małych wzorów, których nie można uzyskać za pomocą narzędzi skrawających, stal jest przetwarzana do określonego kształtu za pomocą wyładowania elektrodowego, na przykład „trawienia”. Jest to niezastąpiona metoda wytwarzania skomplikowanych części.
Im gładsza jest wewnętrzna ściana formy, tym lepsze wykończenie powierzchni powstałych części.
Pracownicy używają materiałów ściernych lub narzędzi polerskich do polerowania śladów narzędzi pozostawionych przez obróbkę ręczną lub mechaniczną, aż powierzchnia formy będzie jasna jak lustro. Pomaga to również w łatwiejszym demontażu części podczas produkcji.
Zmontuj wszystkie obrobione części, w tym rdzeń formy, podstawę formy, kołki prowadzące, kołki wypychające i rury wody chłodzącej.
Kontrola zamknięcia formy: Sprawdź, czy górna i dolna połówka formy są idealnie dopasowane.
Test obwodu wodnego: Upewnij się, że rury wodne używane do chłodzenia wewnątrz formy są drożne i nie ma wycieków.
Ukończenie formy nie oznacza, że zadanie zostało zakończone; należy to przetestować, faktycznie wyciskając kilka części na maszynie.
Kontrola próbki: Sprawdź części pod kątem pęcherzyków powietrza, niepełnego wypełnienia lub odchyleń wymiarowych.
Dostrajanie: Na podstawie próbek testowych wróć do formy w celu ostatecznych regulacji i optymalizacji, aż do momentu, gdy wyprodukowane części zostaną całkowicie zakwalifikowane.
Czy jesteś gotowy WSPÓŁPRACOWAĆ Z Jieną?
* Twój e -mail jest z nami bezpieczny, nie spamujemy.
Produkty
Informacje kontaktowe
nbjd011@126.com
+86-574-86115705
Nr 58 Mold Road, Daqi Technology Industrial Zone, Beilun District, Ningbo