Zdobądź wycenę
Główne typy Formy do odlewania ciśnieniowego
1. Formy jednogniazdowe: Formy te mają tylko jedną wnękę do odlewania, odpowiednią do produkcji pojedynczych sztuk lub małych partii.
Stosunkowo prosta konstrukcja, niski koszt produkcji oraz łatwość zmiany i konserwacji.
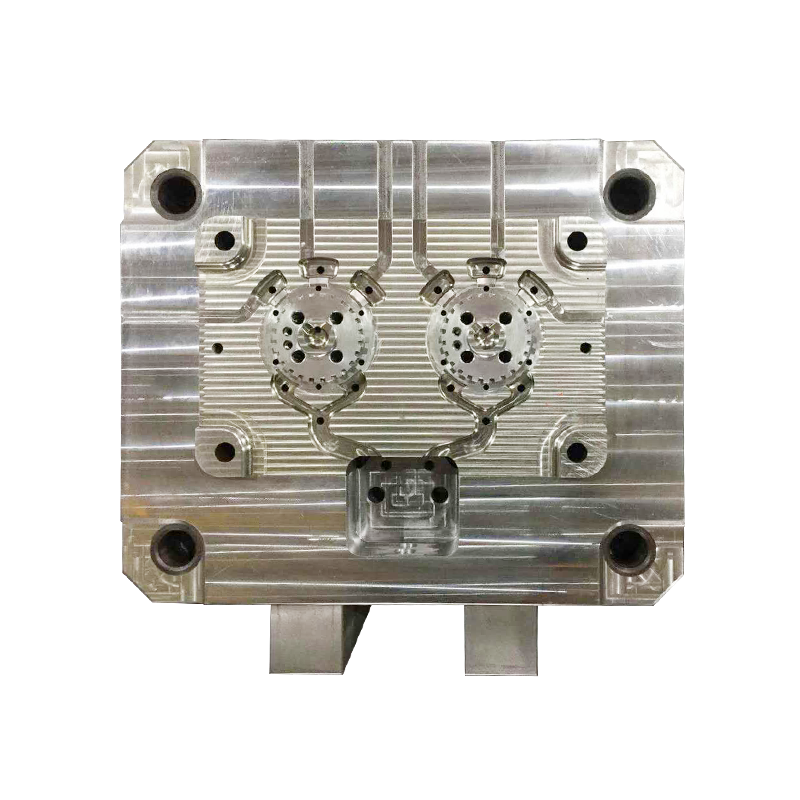
2. Formy wielogniazdowe: Formy te mają wiele identycznych lub różnych wnęk w tej samej formie, co pozwala na produkcję wielu odlewów jednocześnie.
Poprawia wydajność produkcji i zmniejsza koszty jednostkowe; powszechnie stosowane przy masowej produkcji części samochodowych, obudów elektronicznych itp.
3. Formy gorącokanałowe a formy zimnokanałowe:
Formy gorącokanałowe utrzymują temperaturę stopionego metalu w bramie i prowadnicach, zmniejszając straty chłodzenia metalu i poprawiając wykorzystanie materiału.
Formy zimnokanałowe wykorzystują rynny o temperaturze otoczenia, co daje bardziej wytrzymałą konstrukcję, odpowiednią do produkcji wysokociśnieniowych, grubościennych odlewów.
4. Formy dzielone (dwuczęściowe, trzyczęściowe): W zależności od geometrii wymaganej do odlewania i wyjmowania formy, formę dzieli się na dwie lub trzy połowy, aby ułatwić tworzenie złożonych struktur wewnętrznych i płynne wyjmowanie z formy.
Często stosowany w połączeniu z częściami ruchomymi, takimi jak ruchome rdzenie i suwaki, umożliwia obróbkę części wydrążonych lub z wewnętrznymi rowkami.
Jak powstaje forma odlewnicza?
Proces produkcji form odlewniczych:
1. Projekt koncepcyjny i symulacja numeryczna: Modelowanie 3D jest wykonywane przy użyciu CAD (takiego jak PRO/E) w celu określenia kluczowych parametrów geometrycznych, takich jak wnęka, brama i system chłodzenia.
CAE (analiza przepływu, analiza termiczna) służy do przewidywania zachowania wypełnienia metalem, optymalizacji układu wlewu i obwodu chłodzącego oraz zapewnienia jakości odlewu.
2. Wybór materiału i obróbka cieplna: Jako materiał bazowy formy wybiera się stal narzędziową o wysokiej twardości i odporności na wysokie temperatury, która jest odporna na wtryskiwanie pod wysokim ciśnieniem i szok termiczny.
Obróbkę cieplną normalizującą, hartowniczą i odpuszczającą przeprowadza się w celu uzyskania twardości formy na poziomie 50-55 HRC, poprawiając odporność na zużycie i żywotność.
3. Obróbka precyzyjna: Centra obróbcze CNC, CNC EDM i urządzenia do cięcia drutu służą do obróbki zgrubnej, wykańczającej i mikroobróbki formy.
Kluczowe komponenty (takie jak przewężki, otwory chłodzące i ruchome rdzenie) poddawane są precyzyjnej obróbce z tolerancjami kontrolowanymi w zakresie ±0,05 mm, aby zapewnić płynny przepływ metalu.
4. Montaż, kontrola i odlewanie próbne: Obrobione elementy są precyzyjnie montowane, instalowane są rury chłodzące, systemy prowadzące i mechanizmy wyrzutowe.
Dokładność wymiarowa sprawdzana jest za pomocą współrzędnościowej maszyny pomiarowej oraz kontroli optycznej. Następnie przeprowadza się próbny odlew w celu sprawdzenia integralności odlewu, równomierności chłodzenia i gładkości wyjmowania z formy, po czym w razie potrzeby dokonuje się drobnych korekt.
Czy jesteś gotowy WSPÓŁPRACOWAĆ Z Jieną?
* Twój e -mail jest z nami bezpieczny, nie spamujemy.
Produkty
Informacje kontaktowe
nbjd011@126.com
+86-574-86115705
Nr 58 Mold Road, Daqi Technology Industrial Zone, Beilun District, Ningbo