Zdobądź wycenę
Wybór odpowiedniej metody odlewania dla Aluminiowe części odlewające może oznaczać różnicę między produktem o wysokiej wydajności a kosztowną awarią. Odlewanie piasku, casting i casting inwestycyjny mają wyraźne zalety - ale niewłaściwe stosowanie ich prowadzi do zmarnowanych zasobów.
1. Mechanika procesu: jak każda metoda kształtuje aluminium
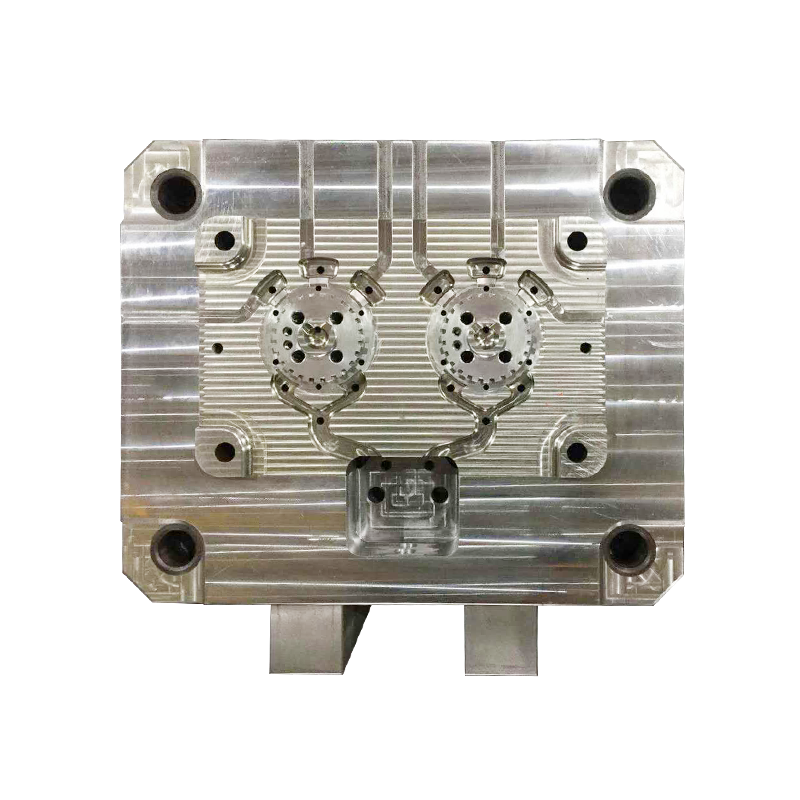
Odlewanie piasku wykorzystuje wydatkowe formy piaskowe utworzone wokół wzoru. Stopone aluminium wlewa się do wnęki, ochładza się, a następnie pleśń jest rozbita w celu odzyskania części. Ta metoda pozostawia szorstkie wykończenie powierzchni (zazwyczaj RA 12,5–25 μm) i wymaga precyzji.
Siły odlewania diet stopionego aluminium pod wysokim ciśnieniem (10–200 MPa) w stalowe formy wielokrotnego użytku. Szybkie chłodzenie daje części bliskiego kształtu netto o gładkich powierzchniach (RA 0,8–3,2 μm) i ciasnych tolerancji (± 0,1 mm).
Odlewy inwestycyjne (odlewanie zagubione) buduje ceramiczną skorupę wokół wzoru wosku. Po stopieniu wosku aluminium wlewa się do wnęki, tworząc skomplikowane kształty z drobnymi szczegółami (± 0,05 mm tolerancji) i jakość powierzchni (RA 1,6–6,3 μm).
2. Koszt vs. objętość: Metoda dopasowywania do skali produkcyjnej
Odlewanie piasku: Idealne do o niskiej objętości, duże części (np. Bloki silnika). Koszty oprzyrządowania są niskie (500–5 000), ale koszty na jednostkę rosną wraz z pracą ręczną. Czasy cyklu wahają się od godzin do dni.
Odlewanie die: zoptymalizowane pod kątem biegów o dużej objętości (10 000 sztuk). Początkowe koszty oprzyrządowania są wysokie (20 000–100 000), ale koszty na części gwałtownie spadają z powodu szybkich cykli (30–300 strzałów/godzinę).
Odlewy inwestycyjne: Najlepsze dla średnich woluminów (100–10 000 sztuk) złożonych części małej do średniej (np. Wsporniki lotnicze). Koszty oprzyrządowania spadają między odlewem piasku i matrycy (5000–30 000), z wolniejszymi cyklami (2–8 godzin na skorupę).
3. Kompromisy wydajności: siła, szczegóły i wykończenie
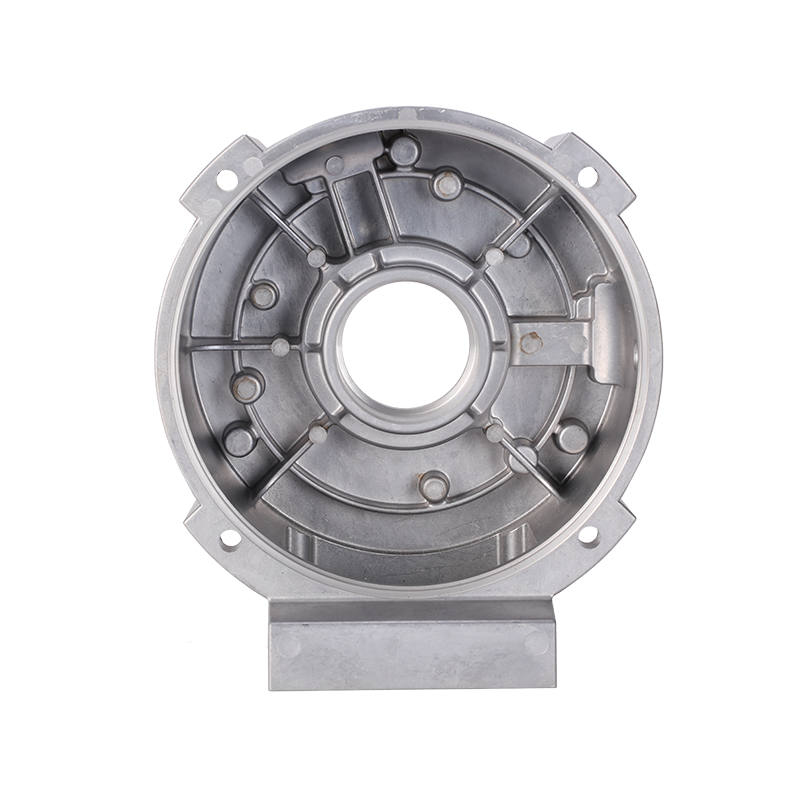
Porowatość: części z piaskiem mają wyższą porowatość (4–8%), ograniczając ich zastosowanie w zastosowaniach o wysokiej stresu. Odlewy matrycy minimalizuje porowatość (1–3%) poprzez napełnianie pod ciśnieniem. Odlewy inwestycyjne osiąga porowatość 2–4%, odpowiedni do tolerancji lotniczych.
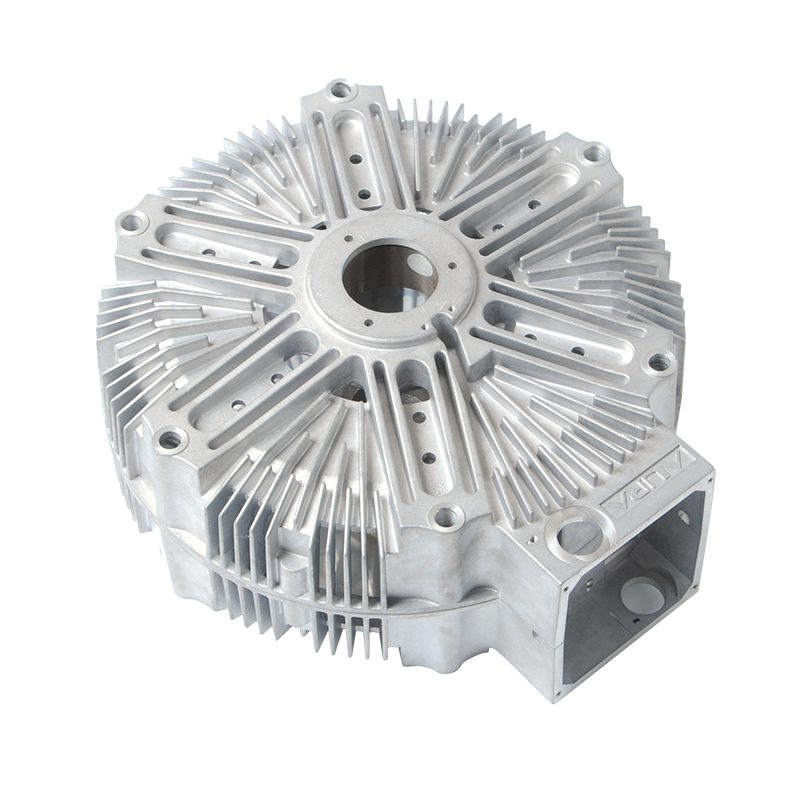
Rozdzielczość szczegółowości: Casting umiera walka z podcięciami i cienkimi ścianami (<1 mm). Odlewy inwestycyjne przodują w produkcji, takich jak ostrza turbiny o grubości ścianki 0,5 mm.
Odpady materiałowe: odlew piasku generuje 15–30% złomu; Odlewanie recyklingu recyklingu 95% nadmiaru materiału. Odlewy inwestycyjne marnują 10–20% z powodu złamania ceramicznego skorupy.
4. Zastosowania branżowe: gdzie świeci każda metoda
Odlewanie piasku: maszyny budowlane, komponenty morskie.
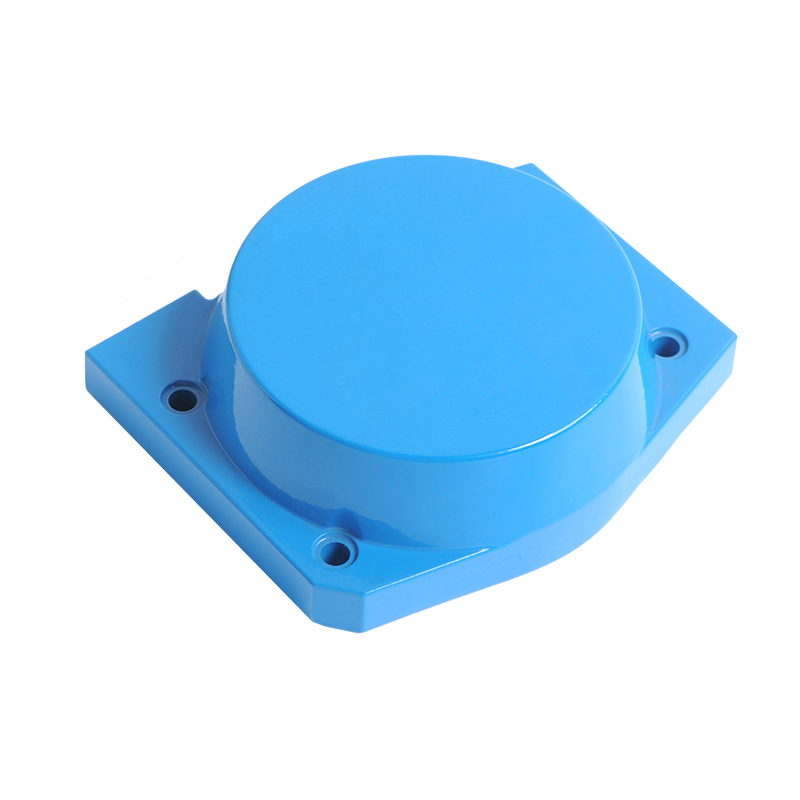
Casting Die: Transmission Automotive, Consumer Electronics House.
Casting inwestycyjny: implanty medyczne, sprzęt obrony.
Ostatnie badanie wykazało, że 34% awarii części aluminiowych wynika z niedopasowanych metod odlewania。
Czy jesteś gotowy WSPÓŁPRACOWAĆ Z Jieną?
* Twój e -mail jest z nami bezpieczny, nie spamujemy.
Produkty
Informacje kontaktowe
nbjd011@126.com
+86-574-86115705
Nr 58 Mold Road, Daqi Technology Industrial Zone, Beilun District, Ningbo